Kā tiek saliektas metāla caurules: darba tehnoloģiskās detaļas
Leņķī izliektas caurules ir atradušas pielietojumu naftas un ķīmiskajā rūpniecībā, mašīnbūvē un aparātu inženierijā.Bez tiem nevar iztikt neviens arhitektūras vai būvniecības projekts.
Pagriezieniem var izmantot visu veidu veidgabalus, taču tad var rasties noplūdes, un dažreiz tas ir vienkārši nepieņemami estētisku apsvērumu dēļ. Pievilcīgāku izskatu un augstu uzticamību nodrošina cauruļu locīšana - process, kas nepārkāpj to integritāti.
Mēs jums pateiksim, kā vislabāk saliekt metāla cauruli, izmantojot gan aukstās, gan karstās tehnoloģijas. Mūsu iesniegtajā rakstā ir aprakstīta no dažādiem materiāliem izgatavotu cauruļu liekšanas specifika. Ir dotas iespējas strādāt ar profilu un parastajām apaļajām caurulēm.
Raksta saturs:
Liekšanas procesa iezīmes
Katram metālam ir savas īpašības, tās neņemot vērā, velmētam metālam nav iespējams piešķirt sarežģītu formu. Izliektā caurule ir pakļauta radiālajiem un tangenciālajiem spēkiem.
Pirmie deformē sekciju, bet pēdējie veicina kroku parādīšanos. Galvenā prasība gala rezultātam ir tāda, lai caurules šķērsgriezums paliktu nemainīgs, un uz sienām nedrīkst būt rievojumu. Liekšana ļauj samazināt metināšanas šuvju skaitu, ieliekot cauruļvadus ar visa veida līkumiem.
Cauruļu locīšanas metodes
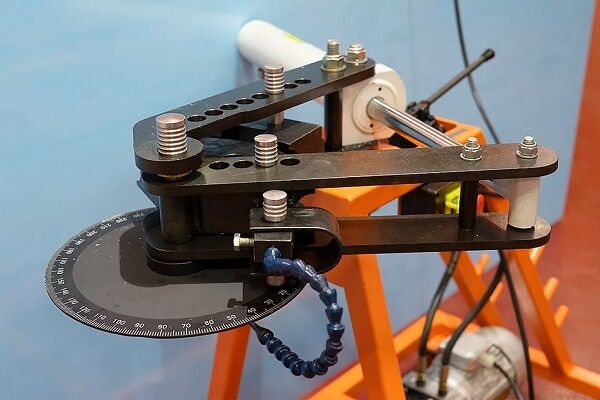
Pamatojoties uz nepieciešamo lieces leņķi, materiālu un caurules diametru, liekšanu var veikt manuāli vai izmantojot īpašu aprīkojumu. Ir arī karstā un aukstā locīšana, ar un bez caurules dobuma aizpildīšanas.

Pēc slodzes noņemšanas notiek parādība, ko sauc par atsperošanu, kas ir tieši proporcionāla materiāla elastības modulim. Iespējamās deformācijas apjoms ir atkarīgs arī no izmantotās lieces metodes un objekta ģeometrijas.
Karstās tehnoloģijas specifika
Šo metodi izvēlas gadījumos, kad nepieciešams izliekt cauruli ar diametru 10 cm un vairāk.Caurules tiek deformētas karstas gan manuāli, gan izmantojot mehānismus. Ir tāda lieta kā minimālais lieces rādiuss.
Apsildāmās caurules zonas garums tiek noteikts, pamatojoties uz caurules diametru un lieces leņķi. Šajā gadījumā noapaļošana nevar būt mazāka par caurules diametru, kas reizināts ar 3.
Atrodiet apsildāmās sekcijas garumu, izmantojot formulu:
L = α x d / 15
Formulā: L ir nepieciešamais garums mm, α ir lieces leņķis grādos, d ir caurules ārējais diametrs mm, 15 ir koeficients. Pieņemsim, ka caurule ar diametru 200 mm ir jāsaliek 60⁰ leņķī, tad L = 60 x 200/15 = 800 mm, t.i. 4 diametri.

Lai saliektu cauruli, tā jāuzsilda līdz 900⁰. Optimālā temperatūra locīšanas sākumam ir 760⁰, bet beigās - 720⁰C. Dedzinot, materiāla izturības īpašības pasliktinās.
Karstās locīšanas process ietver vairākas darbības:
- veidnes izgatavošana;
- smilšu iepakošana;
- vietas marķēšana;
- siltums;
- locīšana.
Lai caurules šķērsgriezums nedeformētos un uz tās iekšējās daļas līkumā neveidotos saldi plankumi, iekšējā telpa ir piepildīta ar kvarca smiltīm.
Smiltis vispirms žāvē un kalcinē, lai atdalītu organiskos piemaisījumus 150 līdz 500 ⁰ temperatūrā, un pēc tam izsijā caur smalku sietu ar šūnu izmēru 3,3 x 3,3 mm. Pirms sākat pildīt cauruli, jums ir jāpieslēdz viens tās gals.
Kā aizbāžņi tiek izmantoti koka vai metāla aizbāžņi ar caurumu gāzu izvadīšanai. Smalkas un slapjas smiltis nevar izmantot, jo... pirmais tiek saķepināts termiskā iedarbībā un stingri pielīp pie cauruļu sienām.
Otrais, tvaika veidošanās rezultātā, veicina augsta iekšējā spiediena veidošanos, kas var izraisīt kontaktdakšas izlidošanu. Akmeņu klātbūtne iepakojumā ir nepieņemama, tie var izspiesties cauri caurules sienai.
Caurules pildīšanas process ir ļoti darbietilpīgs, tāpēc tā tiek transportēta uz torni un tiek novietota nedaudz slīpā vai vertikālā stāvoklī. Tā kā līkuma kvalitāte ir tieši atkarīga no blīvējuma blīvuma, caurule tiek nepārtraukti izliekta visa procesa laikā. Blāva skaņa norāda, ka sagatave ir labi piepildīta.
Pirms turpināt tieši uz galveno darbību, uz caurules, kas piepildīta ar smiltīm, tiek uzzīmēti turpmāko līkumu laukumi, pievienojot veidni. Caurules silda krāsnīs vai krāsnīs. Liekt gan manuāli, gan mehanizēti.
Pēdējā gadījumā tiek izmantotas īpašas plāksnes, kas aprīkotas ar vilces stabiem, ar kuru palīdzību tiek fiksēta apsildāmā caurules daļa, un skavas, kas kalpo, lai noturētu caurules galu uz plāksnes.Caurules pretējā galā tiek uzlikts kabelis, kura nospriegošana ar vinčas vai sviras palīdzību izraisa caurules izliekšanos.
Lai caurules sienas nedeformētos, cauruļu statīva telpā ievieto blīves - taisnas vai izliektas. Brīvais gals ar tam pievienoto kabeli ir nostiprināts, izmantojot statīvu. Procesa laikā tiek uzraudzīta caurules ģeometrija, periodiski uzliekot tai veidni.
Saliekot cauruli vēlamajā leņķī, aizbāžņi tiek noņemti no tās, tos sadedzinot vai vienkārši izsitot. Smiltis izber, cauruli iztīra un mazgā. Veiciet pēdējo lieces pārbaudi, izmantojot veidni.
Aukstā locīšana
Maza diametra cauruļu konfigurācijas mainīšanai tiek izmantotas dažādas manuālas ierīces, lieliem diametriem tiek izmantoti mehanizēti cauruļu liekēji. Mājās visbiežāk ir nepieciešama ūdens un gāzes vadu locīšana. tērauda caurulesizmanto ūdensapgādes un apkures sistēmu būvniecībā.
Caurules saliekšanu par 90⁰ sauc par līkumu, 180⁰ ir rullīti, ar dzegas veidošanos ir audums, un cilpas formā ir kronšteins.

Ir arī citas ierīces manuālai locīšanai. Mājās, lai izveidotu spoli ūdens sildīšanai, nerūsējošā tērauda caurule ar diametru aptuveni 20 mm vienkārši tiek uztīta uz liela diametra caurules gabala. Pirmkārt, uz lielas caurules tiek metināts kronšteins, novietots uz balstiem un nostiprināts.
Caurule ir cieši piepildīta ar smiltīm un aizvērta ar aizbāžņiem, pēc tam ievietota kronšteinā un sākas tinums. Caurulei, ko izmanto kā veidni, ir jābūt savītai, tāpēc tas prasīs vismaz divu cilvēku pūles. Pabeidzot tinumu, spole ir izlīdzināta.

Nerūsējošā tērauda vai cita materiāla caurules liekšanu mājās var veikt, izmantojot visvienkāršāko ierīci. Ieteicams to izmantot neliela apjoma darbiem.
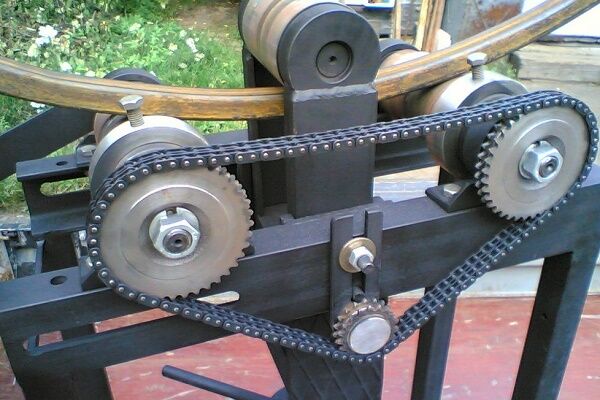
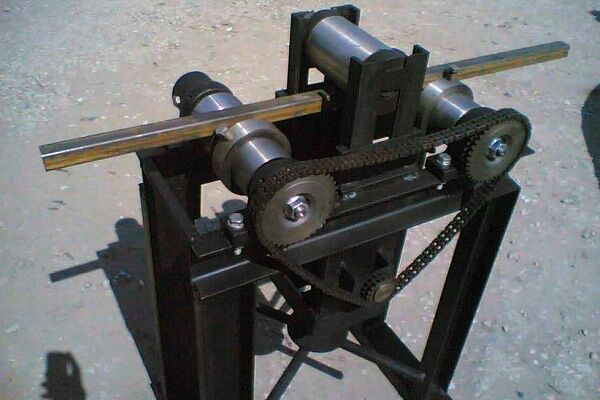
Jūs varat izveidot vienkāršu mehānisko cauruļu liekšanas iekārtu ar savām rokām, it īpaši, ja jums ir metināšanas prasmes un esat pazīstams ar metināšanas iekārtu:
Primitīvu ražošanai cauruļu liekšanas ierīce Jums ir nepieciešama betona plāksne, metāla tapas un āmura urbis. Plāksne ir sadalīta šūnās 40 x 40 vai 50 x 50 mm. Izmantojot perforatoru, šūnu stūros tiek izurbti caurumi un tajos tiek ievietotas tapas.
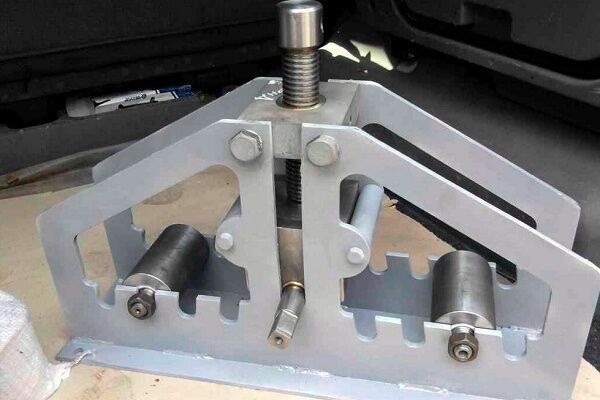
Cauruļveida izstrādājums tiek ievietots starp tapām un, pieliekot spēku, tiek saliekts. Precizitāte ar šo lieces metodi nav ideāla, taču tā ir pilnīgi pietiekama, lai sagatavi izmantotu mājās. Liekšanai ar lielāku precizitāti varat izmantot ierīci, kas izgatavota uz domkrata bāzes.

Lai novērstu caurules iekšējā lūmena deformāciju, tiek izmantoti līdzekļi, kas novērš šo procesu no iekšpuses. Smiltis visbiežāk izmanto kā iekšējos ierobežotājus. Šajā gadījumā vienā caurules galā tiek ievietots spraudnis, caur otru ielej smiltis, un pēc tam tas tiek aizbāzts ar spraudni. Tālāk tiek veikta locīšana.
Dažreiz ierobežotājs ir īpaši šim nolūkam izgatavota atspere. Tinumam izmanto stiepli ar diametru no 1 līdz 4 mm. Atsperei brīvi jāiekļaujas caurulē lieces punktā; daļa stieples paliek ārpusē.
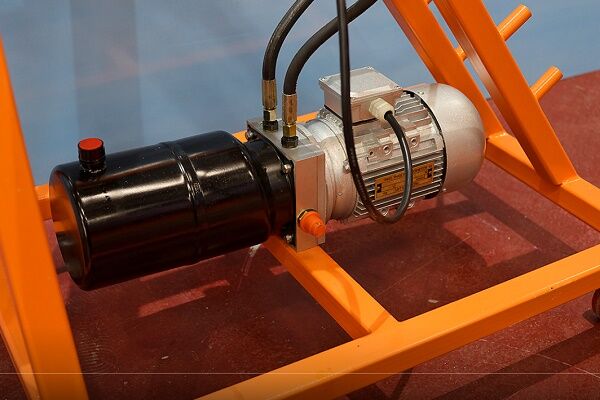
Rokas instrumentu, portatīvo un stacionāro mašīnu hidrauliskā sistēma ievērojami atvieglo lieces procesu un paātrina cauruļu deformācijas procesu:
Pēc līkuma pabeigšanas atspere tiek noņemta, pavelkot vadu. Strādājot ar cauruli ar kvadrātveida šķērsgriezumu, atsperes izveidošanai tiek izvēlēta stieple ar tādu pašu šķērsgriezumu.
Šim nolūkam ir piemērots arī stiepļu saišķis, kas sastāv no atsevišķiem segmentiem, kas pa vienam tiek virzīti uz iekšu līdz turpmākai saliekšanai. Pēc operācijas pabeigšanas segmenti tiek noņemti arī pa vienam. Jūs varat manuāli saliekt nerūsējošo cauruli ar šķērsgriezumu līdz 4 cm un sienas biezumu 0,3 cm.

Lai strādātu ar lieliem diametriem, ir nepieciešams profesionāls aprīkojums. Ir cauruļu liekšanas mašīnas, kas aprīkotas ar serdi. Šis konstrukcijas elements ir parasts metāla stienis.

Pirms lieces procesa uzsākšanas tas tiek ievietots iekšpusē, lai novērstu cauruļu sienu deformāciju. Komplektā iekļautajiem stieņiem ir dažādas sekcijas, tāpēc jūs varat izvēlēties to, kas jums nepieciešams konkrētam cauruļu izstrādājumu diametram.
Krāsaino metālu cauruļu konfigurācijas maiņa
Krāsainajiem metāliem ir ļoti noderīga īpašība - augsta elastība. Tomēr tie nav pietiekami spēcīgi. Liekšanas procesā spiedes un stiepes spēku pielikšanas rezultātā caurule var sabrukt vai plīst. Lai tas nenotiktu, jums ir stingri jāievēro tehnoloģija.
Kā saliekt vara un misiņa caurules?
Vara un misiņa cauruļu liekšanai tiek izmantotas gan karstās, gan aukstās metodes. Izvēloties pirmo, kā iekšējo pildvielu izvēlas smiltis, bet kā otro pildvielu izmanto kausētu kolofoniju. Liekšanas tehnoloģija ir tāda pati kā tērauda caurulēm.
Cauruļveida izstrādājumi, kas izgatavoti no vara un misiņa, tiek pakļauti atkausēšanai un pēc tam atdzesēšanai pirms aukstās locīšanas. Temperatūras diapazons abiem materiāliem ir vienāds - no 600 līdz 700⁰С. Atšķirība ir dzesēšanas vidē - varu ievieto ūdenī, bet misiņu atdzesē gaisā.
Kad process ir pabeigts, kolofoniju noņem, to kausējot. Lai novērstu caurules plīsumu, procesu nekādā gadījumā nedrīkst sākt no caurules vidus, tikai no galiem. Kā lieces ierīces tiek izmantoti gan vienkārši instrumenti, gan sarežģītas mašīnu iekārtas.
Manuālie cauruļu liekēji darbojas cilvēka fiziskās piepūles dēļ, savukārt hidrauliskie samazina šīs pūles līdz minimumam. Abi ir aprīkoti ar maināmām sprauslām, kas ļauj izvēlēties vēlamo diametru.

Ar vara un misiņa caurulēm strādāt ir daudz vieglāk nekā ar tērauda caurulēm, taču metāla deformācija lieces laikā notiek saskaņā ar tiem pašiem fizikas likumiem. Liekšanas daļā ārējā virsma piedzīvo sasprindzinājumu, kā rezultātā sienas kļūst plānākas.
Caurules iekšpusē notiek reversie procesi - siena saraujas un kļūst biezāka. Pastāv risks, ka apaļā daļa var pārvērsties ovālā un samazināt nominālo diametru, tāpēc liekšanu nevajadzētu sākt, neveicot pasākumus šo parādību novēršanai.
Alumīnija cauruļu locīšana
Pamatmetodes alumīnija cauruļu locīšana tas pats, kas misiņš vai varš:
- stumšana starp veltņiem;
- ripo;
- atcelšana;
- spiedienu.
Pirms pieņemat lēmumu par to, kā un kādā veidā saliekt alumīnija caurules, jums ir jāiepazīstas ar katru no tām. Pirmo metodi izmanto plānsienu caurulēm ar maksimālo diametru 10 cm, kad ir nepieciešams iegūt maigu izliekumu ar zemas precizitātes prasībām. Šeit ir stingri reglamentēts minimālais rādiuss. Tās izmērs ir 5-6 cauruļu diametri.
Sekcijas izliekumu nosaka novirzes veltņa stāvoklis. Visbiežāk šādā veidā tiek izgatavoti interjera dekoratīvie elementi. Otra metode ir liela diametra cauruļu materiāla locīšana, kam tiek izmantoti 3 rullīšu cauruļu liekēji.Caurule tiek ievilkta starp piedziņas veltņiem, kuru orientācija nosaka lieces rādiusu.

Šīs metodes precizitāte ir pat zemāka nekā iepriekšējai, taču detaļu var atkārtoti izliekt un procesu atkārtot, līdz tiek sasniegta vēlamā ģeometrija.
Plānsienu alumīnija cauruļu liekšanu var veikt manuāli, pareizi sagatavojot:
Velmēšanas metode neparedz iekšējās pildvielas klātbūtni, tāpēc to neizmanto mazu rādiusu iegūšanai.Izvēloties šo metodi, nebūs iespējams izpildīt stingrās prasības attiecībā uz sekcijas ovālumu līkumā.
Lai deformētu alumīnija cauruli ar spiedienu, tiek izmantotas preses, uz kurām ir uzstādīti spiedogi ar vajadzīgās formas matricu. Dotā ģeometrija tiek iegūta no ārpuses radītā spiediena ietekmes rezultātā.
Dažos gadījumos spiediens var būt iekšējs, kad caurule tiek ievietota veidnē un šķidrums tiek ievadīts iekšpusē ar pietiekamu spiedienu, lai to nospiestu pret sienām.
Locīt duralumīnija caurules nav viegli, jo... Šis materiāls ir diezgan ciets un elastīgs. Lai atvieglotu procesu, tās tiek apdedzinātas tieši pirms locīšanas 350 līdz 400⁰C temperatūrā, pēc tam gaidot, līdz caurules dabiski atdziest gaisā.
Liela diametra cauruļu locīšanas metodes
Salīdzinoši nesen parādījušās metodes ir cauruļu liekšana, izmantojot rūpnieciskās un augstfrekvences strāvas, un locīšana ar spriegojumu. Pirmajā gadījumā tiek izmantota augstas veiktspējas augstfrekvences instalācija, kurā tiek uzkarsēta, saliekta un atdzesēta caurule ar diametru 95 - 300 mm.
Tas sastāv no divām daļām - mehāniskās lieces mašīnas veidā un elektriskās, kas ietver elektrisko daļu un augstfrekvences instalāciju.
Caurule tiek deformēta tikai apsildāmajā zonā, kas atrodas induktora zonā. Ģeometrija mainās līdz noteiktam izmēram novirzošā veltņa ietekmē. Izmantojot šo metodi, jūs varat iegūt līkumu ar mazu rādiusa izliekumu.
Liekšana, izmantojot otro metodi, tiek veikta liekšanas un stiepšanas mašīnās, kurās ietilpst rotējošais galds. Caurule ir pakļauta lieliem stiepes un lieces spēkiem. Tādā veidā tiek iegūti stāvi izliekti līkumi ar nemainīgu sienas biezumu visā apkārtmērā.
Metode tiek izmantota liela diametra cauruļu liekšanai, ko izmanto aviācijas, automobiļu un kuģu būves nozarēs, kur cauruļvadam tiek izvirzītas augstas prasības. Priekšrocība ir iespēja saliekt caurules ar sienu 2 - 4 mm par 180⁰.
Profila locīšanas iezīmes
Profila cauruļu izstrādājumiem ir estētiskāks izskats nekā to apaļajiem kolēģiem, tāpēc tie bieži sastopami mājsaimniecības konstrukcijās. Liekot uz to no iekšpuses iedarbojas spiedes spēks, no ārpuses – stiepes spēks. Pirms šīs darbības sākšanas rūpīgi jāizvēlas lieces metode.
Profilu klāstā ietilpst caurules ar šķērsgriezumu kvadrāta, ovāla vai taisnstūra formā.
Ir vairākas nianses, un to darot nevajadzētu aizmirst elastīgas profila caurules mājās bez īpaša aprīkojuma:
- Optimālais lieces daļas garums gofrētajām caurulēm ar plānām sienām un šķērsgriezumu līdz 2 cm ir caurules augstums, kas reizināts ar 2,5.
- Caurulēm ar biezām sienām lieces zonas garumu nosaka, šķērsgriezumu reizinot ar trīs. Pretējā gadījumā nevar izvairīties no materiāla plaisāšanas no ārpuses vai deformācijas no iekšpuses.
- Izliekuma rādiusa minimālā vērtība ir lieces daļa, kas reizināta ar 2,5.
Neņemot vērā šīs prasības, jūs pat nevarat cerēt uz labu rezultātu. Liekšanas metodes neatšķiras no tām, ko izmanto, strādājot ar izstrādājumiem ar apaļu šķērsgriezumu. Turklāt jūs varat izmantot manuālo lieces metodi ar šķērsgriezumiem, kas tiek izgatavoti no trim caurules pusēm.
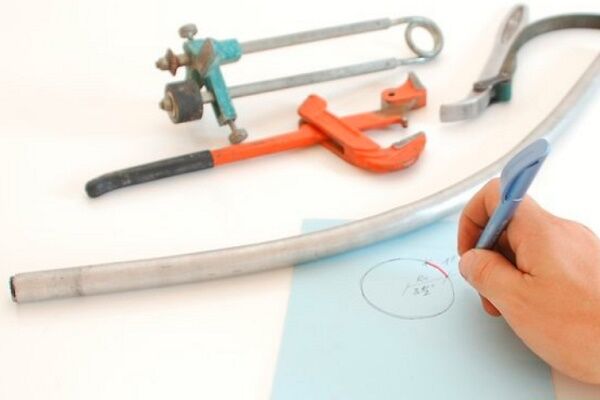
Izcirtņu garumu un to skaitu nosaka aprēķini. Pieņemsim, ka ir caurule 40 x 90 mm. Jāveic pilns pagrieziens, t.i. salieciet gar sienu 40 mm 180⁰ leņķī ar 150 mm rādiusu. Vispirms aprēķiniet pusloka garumu, pamatojoties uz ārējo rādiusu:
L = (2π r: 2 = 2 x 3,14 x 190) : 2 = 596,6 mm
Iekšējam rādiusam aprēķini ir tādi paši:
Lin. = (2 x 3,14 x 150) : 2 = 471 mm.
Griezuma garumu summu uz iekšējā rādiusa nosaka pēc formulas: Lout = L – Lin = 596,6 – 471 = 126 mm.
Tie, kas vēlas to darīt paši manuālais cauruļu liekējs vai profila cauruļu liekšanas mašīna Ar savām rokām mūsu piedāvātajos rakstos jūs atradīsit daudz noderīgas informācijas, diagrammas un noderīgus ieteikumus.
Ja ņemam vērā, ka slīpmašīna var veikt griezumu 5 mm platumā, tad uz 126 mm garas lieces plaknes iegūsit 25 spraugas, pēc kurām caurule tiek saliekta, līdz saskaras izgriezumu malas. Spraugas ir metinātas un šuves notīrītas.

Ir vēl viens veids, kā tiek saliektas profila un apaļās caurules, taču to var izmantot tikai ziemā. Lai to izdarītu, caurules galos ievietojiet aizbāžņus, ielejiet ūdeni un pagaidiet, līdz tas sacietē. Caurule ir saliekta, kontrolējot procesu ar veidni, pēc tam tiek noņemti aizbāžņi un šķidrums tiek noņemts.
Noderīgi: Kā ar savām rokām izgatavot lapeni no profila caurules.
Secinājumi un noderīgs video par tēmu
1. video. Kā saliekt cauruli, izmantojot improvizētus līdzekļus, jūs uzzināsit no šī videoklipa:
2. video. Kā saliekt jebkura šķērsgriezuma cauruli aplī:
Video #3. Pašdarināts cauruļu liekējs ir nepieciešama mājsaimniecībā:
Veicot remontdarbus vai būvējot māju, bieži rodas nepieciešamība izlocīt cauruli - apaļu vai profilu. Ja apjoms ir mazs, varat to izdarīt pats. Cauruļu izstrādājumu masveida locīšana ir iespējama tikai ar īpašu aprīkojumu.
Pastāstiet mums par to, kā jūs izliecāt metāla cauruli, lai izveidotu siltumnīcu vai citiem mērķiem. Kopīgojiet ar vietnes apmeklētājiem tikai jums zināmās tehnoloģiskās nianses. Lūdzu, ierakstiet komentārus zemāk esošajā blokā, ievietojiet fotoattēlus, kas saistīti ar raksta tēmu, un uzdodiet jautājumus.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Lielisks raksts :)