Metāla-plastmasas caurules: veidi, tehniskie parametri, uzstādīšanas pazīmes
Daudzos īpašībās metāla plastmasas caurules ir pārākas par saviem tuvākajiem konkurentiem: polimēru, vara, čuguna un tērauda materiāli lielceļu ieklāšanai. To īpašības ir īpaši nozīmīgas, būvējot apkures sistēmu.
Lai metāla-polimēra kompozīts pilnībā realizētu ražotāja deklarētās īpašības, ir jāizvēlas pareizais caurules veids. Tam jābūt piemērotam gaidāmajiem darbības apstākļiem un jāatvieglo uzstādīšana. No mūsu raksta jūs uzzināsit visu par caurulēm no metāla un plastmasas, kā arī norādījumus par to izvēli.
Raksta saturs:
Metāla-plastmasas kompozītmateriālu cauruļu konstrukcija
Metāla-plastmasas cauruļvads ir ieguvis popularitāti, pateicoties tā metāla stiprības un elastība polimērs. Kompozītmateriālu cauruļu dizains ir daudzslāņu "pīrāgs" no polimēra slāņiem, kas pastiprināti ar alumīnija slāni.
Plastmasas un metāla simbioze nodrošina augstu mehānisko izturību, novērš skābekļa difūziju no atmosfēras un samazina materiāla termisko izplešanos.
Iekšējā polietilēna “čaula” ir absolūti gluda, nodrošinot netraucētu transportējamās vides pārvietošanos un novēršot nosēdumu un katlakmens parādīšanos.Polimērs ir izturīgs pret agresīvām vielām un nerūsē.

Metāla serde ir atbildīga par izstrādājuma stingrību un palielina cauruļvada temperatūras pretestību. Alumīnija galus savieno ar lāzermetināšanu. Alumīnija uzmavas biezums ir 0,15-0,75 mm - tas ļauj tai izturēt biežas temperatūras svārstības un augstu spiedienu.
Ārējais polimēra slānis ir īpaši izturīga plastmasa, izturīga pret mehāniskiem bojājumiem, augstu mitruma līmeni un agresīviem reaģentiem. Ārējais apvalks samazina kondensāta veidošanās intensitāti uz caurulēm.

Produkta sākotnējās īpašības lielā mērā nosaka izmantotā polimēra veids:
- PEX – augsta blīvuma polietilēns;
- PE-RT - karstumizturīgs polimērs;
- PE-R - polietilēns;
- PP-R - polipropilēns.
Līmes sastāvs ir atbildīgs par visas montāžas stingrību. Ražotāji ievieš savas patentētas receptes, un sastāvdaļas un sastāvdaļu attiecība netiek reklamēta. Augstas kvalitātes līmes slānis neitralizē spriegumu struktūras iekšpusē starp polimēru un alumīniju, novērš atslāņošanos un palielina cauruļvada nodilumizturību.
Fizikālās un tehniskās īpašības
Metāla-plastmasas cauruļvadu īpašības ir atkarīgas no izstrādājuma izmēriem (diametrs, sienu biezums), polimēra veida un ražotāja. Tomēr visiem rādītājiem jāatbilst GOST 18599 (2001), R-53630 (2009) un R-52134 (2003) standartiem.

Vispārīgās prasības metāla plastmasas maģistrālēm saskaņā ar GOST:
- karstā plastmasas slāņa tecēšanas robeža – līdz 0,3 g/10 minūtes;
- priekšējās malas atslāņošanās nav izstiepta līdz 10%;
- minimālā pieļaujamā izturība pret atslāņošanos slodzē ir 15 N/cm, bez slodzēm – no 50 N/cm;
- polietilēna slāņu šķērssavienojums – no 60%;
- plastmasas detaļu termiskā stabilitāte;
- skābekļa caurlaidības robežvērtība +40°C temperatūrā ir 0,32 mg/kv.m*dienā, +80°C – 3,6 mg/kv.m*dienā;
- izmantoto polimēru stiprības pakāpe ir no 8-12 MPa;
- līmējošā sastāva sākotnējā plūstamības temperatūra ir vismaz +120°C.
GOST regulē arī vides parametrus. Gaistošo vielu īpatsvars metāla plastmasas caurulēs nedrīkst pārsniegt 0,035%.
Pamata vidējie fizikālie un tehniskie parametri:
- Sortiments. Ražotāji piedāvā metāla plastmasas līstes ar iekšējo šķērsgriezumu 14-60 mm un sieniņu biezumu 2-3 mm. Līča garums ir 50-200 m.
- Spēks. Sānu slodzes apstākļos minimālā stiepes izturība ir 2880 N. Metināšanas un adhezīvu savienojumu stiprība ir 57 un 70 N/kv.mm.
- Karstumizturība. Kompozīts saglabā savas īpašības +95°C temperatūras diapazonā. Pieņemsim īslaicīgu lēcienu līdz +110°C; pie -40°C termoplasts sasalst.
- Lineārie parametri. Liekšanas rādiuss ir tieši proporcionāls cauruļvada diametram. Manuālai uzstādīšanai vērtība ir 80-125 mm, mašīnas uzstādīšanai (cauruļu liekējs vai džiga) - 46-95 mm.
Spiediena ierobežojums sistēmā ir atkarīgs no transportējamā aģenta temperatūras.

Ja tas atbilst pases darbības standartiem, metāla plastmasas kalpošanas laiks ir 50 gadi. Lietojot “karstos” inženiertīklos (dzesēšanas šķidruma temperatūra virs 25-30°C), darbības laiks tiek samazināts līdz 25 gadiem.
Veiktspēja un pielietojuma apjoms
Metāla-plastmasas struktūra un tehniskie parametri noteica vairākas saliktās lielceļa stiprās puses.
Darbības pozitīvie aspekti ietver:
- pretkorozijas – iekšējā virsma nerūsē un nedubļainās;
- laba caurlaidspēja cauruļvada zemās hidrauliskās pretestības dēļ;
- ķīmiskā inerce pret lielāko daļu toksisko vielu un agresīvu vidi;
- elastība, kas ļauj samazināt to skaitu savienotāji un stūra detaļas;
- gāzes necaurlaidība - cauruļvadu sistēmas elementi (radiatori, katli, sūknēšanas iekārtas) ir aizsargāti no skābekļa kaitīgās ietekmes;
- trokšņu absorbcija – klusa šķidruma transportēšana pa inženierkomunikācijām;
- nodilumizturība, ērta lietošana un nav nepieciešama papildu apkope.
Caurules ir vieglas, tāpēc tās ir viegli transportēt un uzstādīt. Papildu priekšrocības: estētika, pieņemamas izmaksas un praktiski bez atkritumiem.

Līdzās pozitīvajiem aspektiem metāla plastmasai ir arī trūkumi:
- Termiskās izplešanās atšķirība. Plastmasa ātrāk "pielāgojas" ūdens temperatūras izmaiņām nekā alumīnijs. Šī atšķirība negatīvi ietekmē materiālu - laika gaitā savienojumi vājinās un palielinās noplūdes risks.
- Liekšanas prasības. Atkārtota locīšana/nelocīšana vai vienreizēja locīšana ārpus normas var izraisīt metāla-plastmasas liešanas slāņu deformāciju.
- Jutība pret UV stariem. Polimēra ārējais slānis zaudē savas aizsargājošās īpašības, ilgstoši pakļaujoties ultravioletajam starojumam.
Metāla-polimēru cauruļvads tiek uzstādīts, izmantojot kompresijas veidgabalus.

Šīs deformācijas var rasties dzesēšanas šķidruma sasalšanas rezultātā caurulē. Problēmas risinājums: galvenās līnijas izolācija uzstādīšanas stadijā vai transportētā ūdens nomaiņa apkures sistēmā ar antifrīzu ūdeni.
Metāla-polimēru cauruļu veiktspējas īpašības ļauj tās izmantot privātajā, rūpnieciskajā celtniecībā un citās uzņēmējdarbības jomās.
Galvenās lietojumprogrammas:
- ūdensapgādes sistēmu komunikācijas;
- agresīvu šķidrumu un gāzes piegāde lauksaimniecības un rūpniecības objektos;
- izolētu “ūdens grīdu” iekārtošana, tai skaitā augsnes sildīšanai siltumnīcās;
- elektrisko kabeļu un vadu izolācija.
Metāla-plastmasas kompozītmateriālu veidgabali tiek plaši izmantoti ventilācijas, gaisa kondicionēšanas un aku apūdeņošanas sistēmu būvniecībā.

Darbības ierobežojumi:
- telpas, kas saskaņā ar ugunsdrošības standartiem klasificētas kā “G” kategorija - atrodas vielas, kuru apstrādi pavada siltuma veidošanās vai dzirksteļu parādīšanās;
- ēkas ar siltuma avotiem, ja to apkures temperatūra pārsniedz 150°C;
- centralizēta apkure ar lifta bloka “ieliktni”;
- piegādājot karstu dzesēšanas šķidrumu ar darba spiedienu 10 bāri vai vairāk.
Nav ieteicams metāla-plastmasas detaļas uzstādīt atklātās inženierkomunikāciju līnijās. Temperatūras pieaugums un darbība aukstā laikā izraisīs cauruļvada iznīcināšanu.
Metāla un plastmasas izstrādājumu izvēle
Metāla-plastmasas izstrādājumu kvalitāte un darbības apstākļi ir atkarīgi no polimēra komponenta veida, izmēra, alumīnija uzmavas savienošanas tehnoloģijas un ražotāja uzticamības. Saskaņā ar uzskaitītajiem kritērijiem var klasificēt visu cauruļu izstrādājumu klāstu.
Izmantotā polimēra veids
Pamatojoties uz sastāvu, cauruļu ražošanai paredzēto plastmasu parasti iedala divās grupās: augsta un zema spiediena polimēri.
Pirmajā grupā ietilpst:
- PEX- šķērssaistīts polietilēns;
- PE-RT - karstumizturīgs polimērs.
PEX ir polietilēns ar “starpsaistītām” molekulārām ķēdēm. Šķērssaites pārveido lineāru struktūru stabilā trīsdimensiju savienojumā.

Šis īpašums palielina cauruļvadu pretestību pret ūdens āmurs.
Starpmolekulāro saišu veidu nosaka izmantotais šķērssaistīšanas katalizators:
- PEX-A. Jaunas ķēdes struktūras iekšpusē ir polietilēna apstrādes ar peroksīdu rezultāts. Tiek sasniegts maksimālais “programmaparatūras” līmenis - līdz 85%. Plusi: elastības saglabāšana, augsta izturība un izteikta molekulārā “atmiņa”. Negatīvā puse ir tehnoloģijas augstās izmaksas un līdz ar to arī augstā cauruļu cena.
- PEX-B. Optimāla A-saišu alternatīva. Šķērssaistīšanas tehnika, izmantojot silānu. Galvenā priekšrocība ir ražošanas izmaksu samazināšana. Tehnoloģiskās nianses: šķērssavienojuma pakāpe - 65%, samazināta elastība, stingrāki ierobežojumi cauruļu locīšanai. PEX-B polimēri saglabā lēnu šķērssaistīšanas procesu - materiāls laika gaitā maina savas sākotnējās īpašības.
- PEX-C. Jaunu saišu veidošanās elektronu starojuma ietekmē. Gatavā produkta kvalitātes parametri ir ievērojami zemāki par PEX-A kategorijas caurulēm. Plus - zemas izmaksas.
- PEX-D. Starpmolekulārās saites ir slāpekļa apstrādes rezultāts. PEX-D caurules nevar konkurēt ar saviem kolēģiem, un to ražošana ir samazināta.
RE-RT caurulēm ir raksturīga ilgstoša termiskā pretestība. Termiski stabilam polietilēnam ir daudzas stabilas starpmolekulāras saites. Ražošana ietver kontrolētu makromolekulu telpiskās veidošanās procesu tehniku.

Pateicoties metāla plastmasas cauruļu ar RE-RT polimēru augstajiem tehniskajiem parametriem, to pielietojuma joma ir paplašināta. Galvenā līnija var izturēt temperatūru līdz +124°C un nebaidās no sasalšanas.
“Aukstā” cauruļvada uzstādīšanai ir piemēroti modeļi, kas izgatavoti no zema blīvuma polietilēna. Iespējamie apzīmējumi: PE-RS, PE, PEHD, HDPE. Materiālu īpašības:
- 70°C temperatūra ir kritiska - caurules ir deformētas;
- maksimālais sistēmas spiediens – 8-10 bar;
- pasliktināšanās saules iedarbības dēļ.
Kompozītmateriāls, kas izgatavots no metāla un zemspiediena polimēriem, tiek izvēlēts, lai “sagrieztu” cauruļvadu būvniecības budžetu.
Caurules izmēri: stiegrojuma diametrs un biezums
Cauruļvada izmēru nosaka tā izmantošanas joma. Vadošo ražotāju klāstā ir modifikācijas ar ārējo diametru 16-50 mm.

Zemāk ir norādītas XX*YY diametra cauruļu izmantošanas īpašības un iezīmes, kur XX ir ārējā sekcija, YY ir iekšējais diametrs.
16*12. Caurules galvenokārt tiek izmantotas ūdens ķēdes sakārtošanai (ūdens padevei skaitītājiem, maisītājiem) un mājas apkures sistēmai. Maģistrālajam cauruļvadam var izmantot produktus ar lielāku diametru.
20*16. "Silto grīdu" un ūdens apgādes sistēmu uzstādīšana. Armatūrai ir labāka caurlaidspēja salīdzinājumā ar iepriekšējiem analogiem, tāpēc tos ieteicams uzstādīt, ja ūdens spiediens ir nestabils.
26*20. Sienas biezums – 3 mm.Šo iespēju vēlams izmantot privātmājā autonomām sistēmām, kur ir svarīgi nodrošināt zināmu rezerves jaudu iespējamo spiediena “pārtraukumu” gadījumā.
32*26. Caurules izmēri ļauj to izmantot kā stāvvadu vai maģistrālo cauruļvadu zema spiediena sistēmām. Lielā šķērsgriezuma dēļ tiek palielināts pārvadājamās vienības apjoms.
40*32. Biezums – 3,9 mm. Caurules ir atradušas pielietojumu garu inženiertīklu trašu ieguldīšanai civilajā un rūpnieciskajā būvniecībā. Piemērots ūdens attīrīšanai, gaisa kondicionēšanai, individuālajām un centralizētajām ūdens apgādes sistēmām.

Bruņu slāņa biezums nosaka cauruļu izturību, elastību un siltumvadītspēju.
Izvēloties, tiek ņemtas vērā šādas nianses:
- jo biezāks ir alumīnija slānis, jo stingrāks ir cauruļvads;
- pašmontāža ir vieglāk veicama no izstrādājumiem ar metāla slāni 0,15-0,2 mm;
- palielinoties armatūras īpatsvaram, palielinās siltumenerģijas zudumi dzesēšanas šķidruma transportēšanas laikā.
Iekšējo sadzīves darbu veikšanai optimālais pastiprinošā slāņa izmērs ir 0,3-0,5 mm.
Ražošanas tehnoloģijas nianses
Metāla polimēru cauruļu ražošanai ir divas pamatmetodes: angļu un Šveices. Galvenā atšķirība starp tehnoloģijām ir savienojuma iespēja alumīnija uzmavai.
Jūs bieži varat dzirdēt no tirgotājiem par cauruļu klasifikāciju “bezšuvju” un “bezšuvju” caurulēs atkarībā no ražošanas tehnoloģijas. Tomēr, iedziļinoties ražošanas pamatos, var saprast, ka savienojuma šuve ir abos variantos, atšķirība ir tā izpildījumā.
Angļu tehnoloģija - pārklāšanās metināšana. No metāla sloksnes tiek veidota caurule, “uzmavas” malas ir metinātas, pārklājoties ar ultraskaņu. Līmes un polimēra slāņi vienlaikus tiek uzklāti uz alumīnija caurules ārējās un iekšējās malas.

Šveices tehnoloģija – sadurmetināšana. Ražošanas posmi:
- Polimēru cauruļu ražošana ar ekstrūzijas palīdzību.
- Līmes uzklāšana uz plastmasas ārējās virsmas.
- Metāla slāņa veidošana un “velmēšana” no alumīnija lentes.
- Armējošā materiāla malu savienošana no gala līdz galam, izmantojot argona loka vai lāzera metināšanu.
- Secīga līmes un polimēra uzklāšana uz alumīnija virsmas.
Pēdējais posms ir gatavā produkta atdzesēšana.

“Bezšuvju” cauruļu pārdevēju garantijas par lielāku izturību salīdzinājumā ar “bezšuvju” caurulēm nevajadzētu uzskatīt par aksiomu. Metināšanas speciālisti zina, ka pārklāšanās metinājuma stiprums vienmēr ir lielāks nekā sadursavienojuma stiprums.

Ražotāju apskats: kvalitātes un cenas attiecība
Vietējie un ārvalstu uzņēmumi sniedz neoficiālu metāla-polimēru cauruļu ražotāju vērtējumu.
Valtec (Itālija, Krievija). Metāla-polimēru cauruļu sistēmas tiek ražotas, izmantojot organosilanīda metodi (PEX-b).Darba slāņa šķērssavienojuma pakāpe ir 65%, aizsargājošais ārējais slānis ir 55%. Raksturlielumu apvienošana ļāva iegūt elastīgu materiālu.

Preces aptuvenā cena 16*2 mm – 1 USD/m, 32*3 mm – 4,5 USD/m.
Henko (Beļģija). Piecu slāņu caurules, kas ražotas, izmantojot bezšuvju tehnoloģiju. Ražošanā tiek izmantots šķērssaistīts polietilēns PEX-C, šķērssavienojuma pakāpe ir 60%. Caurules tiek ražotas ar diametru 14-40 mm, biezumu - 2-3,5 mm, spoles garumu - 5-200 m.

Cauruļu veidgabalu ar 20 mm šķērsgriezumu vidējās izmaksas ir 0,8 USD/m.
Oventrop (Vācija). Uzņēmums specializējas karstumizturīgu cauruļu ražošanā, kuru pamatā ir PE-RT polimēri. Pateicoties izcilajām tehniskajām un ekspluatācijas īpašībām, produkti tiek uzskatīti par universāliem un tiek izmantoti dažādās būvniecības jomās. Cena – aptuveni 1,2 USD/m.
Comap (Francija). Metāla-plastmasas cauruļvads, izmantojot PEX-C un PEX-B polimēru savienojumus. Produktiem ir raksturīga absolūta elektroķīmiskā stabilitāte un zems nodiluma līmenis. Multi-Skin sērijas caurules labi absorbē troksni un saglabā noteiktu līkuma formu.
Nanoplast (Krievija). Vietējais ražotājs ir uzsācis metāla-polimēru cauruļu ražošanu, izmantojot Šveices tehnoloģiju. Produkta īpatnība ir pastiprināts pastiprinošais slānis (metāla biezums ir 0,3-0,55 mm).

Ražošanas marķējuma atšifrēšana
Marķējums satur pamatinformāciju par cauruļvada īpašībām un mērķi. Vērtību secība dažādiem ražotājiem var atšķirties.
Standarta apzīmējumi:
- ražošanas uzņēmuma nosaukums;
- ražošanas standarts, sertifikāta numurs;
- izmantoto materiālu veids;
- nominālie izmēri;
- maksimālais pieļaujamais spiediens;
- transportēšanai piemērota vide;
- papildu darbības apstākļi (temperatūra).
Beigās tiek parādīts partijas numurs, maiņas numurs un ražošanas datums.

Metāla-plastmasas cauruļvada uzstādīšanas iezīmes
Galvenās līnijas montāža no metāla polimēru caurulēm tiek veikta, izmantojot trīs veidu formas veidgabalus: noņemamu, kompresoru, presēšanas furnitūra. Lai izveidotu savienojumus, saspiežot, jums ir nepieciešams nospiediet žokļus, ļaujot izveidot absolūti noslēgtu vienību.
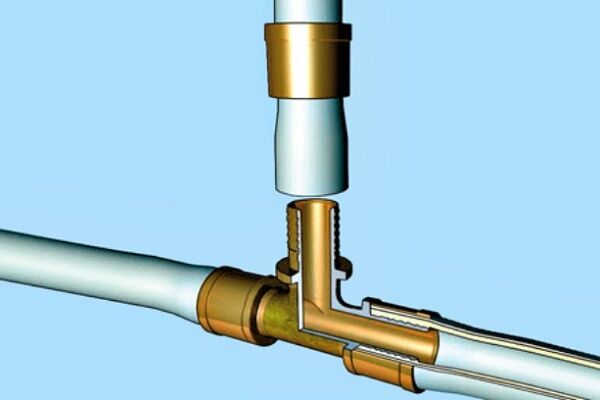
Cauruļu savienošana, izmantojot presēšanas veidgabalus, tiek veikta šādi:
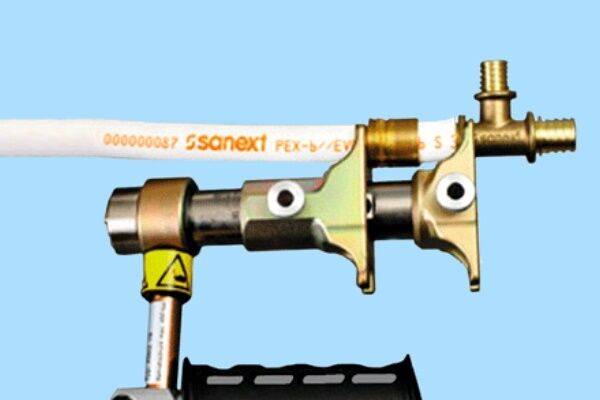
Papildus tradicionālajiem presēšanas savienojumiem, strādājot ar metāla plastmasas caurulēm, tiek izmantota cita tehnoloģija un armatūras veids, ko sauc par uzspiežamiem veidgabaliem. Lai šajā gadījumā izveidotu noslēgtu vienību, papildus presēšanas knaiblēm tiek izmantots arī paplašinātājs, ko izmanto, lai paplašinātu kontaktligzdu. Šo paņēmienu izmanto, lai montētu sistēmas, kas ieklātas klonā vai ar rievām.
Bīdāmās uzmavas uzspiešana uz izvērstas caurules, kas uzstādīta uz armatūras, ļauj panākt ciešu savienojumu, bet vienreizējai montāžai ne vienmēr ir ieteicams iegādāties visu instrumentu.
Noņemamie veidgabali sastāv no korpusa, atvērtas uzgaļas un gumijas blīves. Ir paredzēts vītne savienošanai ar sadzīves tehniku.
Uzstādīšanas procedūra:
- Atzīmējiet montāžas vietu un nogrieziet cauruli.
- Uzlieciet uzgriezni un uzgali uz cauruļvada.
- Uzstādiet stiprinājumu un pievelciet uzgriezni.
- Pārbaudiet savienojuma blīvumu.
Kompresora armatūra tiek uzskatīta par nosacīti noņemamu. Lai montētu cauruļvadu, izmantojot šāda veida veidgabalus, jums ir nepieciešams minimāls instruments, pietiek ar pāris uzgriežņu atslēgām:
Armatūra ir viegli uzstādāma:
- Izlīdziniet cauruļvadu montāžas vietā 10 cm diapazonā.
- Izgrieziet cauruli taisni.
- Apstrādājiet galus, uzvelciet uzgriezni un gredzenu.
- Pārklājiet kātu ar hermētiķi un ievietojiet to caurulē.
- Pievelciet savienojuma uzgriezni.
Visdrošākais savienojums iekšā metāla-plastmasas cauruļvadu montāža panāk, izmantojot presējamo veidgabalu.Metode ir optimāla slēpto sakaru līniju uzstādīšanai. Lai uzstādītu cauruļvadu, jums būs nepieciešama presēšanas iekārta, kalibrators un cauruļu griezējs.

Iepazīsies ar vērtīgiem padomiem metāla plastmasas cauruļu gofrēšanas veikšanai. nākamais raksts, kurā detalizēti analizētas visas uzstādīšanas nianses.
Secinājumi un noderīgs video par tēmu
Metāla-plastmasas un polipropilēna līniju izturības pret augstu spiedienu salīdzinājums:
Mācību video par metāla-polimēra cauruļvada soli pa solim uzstādīšanu, izmantojot presēšanas veidgabalus:
Metāla plastmasas caurules ir abu materiālu priekšrocību simbioze. Kombinētā struktūra paplašina metāla-polimēru izstrādājumu pielietojuma jomu dažādu būvlaukumu inženierkomunikāciju sistēmās. Spēcīgi argumenti par labu: izturība un pieņemama cena.
Vai vēlaties mums pastāstīt, kā izvēlējāties metāla plastmasas caurules un tās uzstādījāt ar savām rokām? Vai jums ir noderīga informācija par sakaru sistēmu uzstādīšanu vai jaunināšanu? Lūdzu, rakstiet komentārus zemāk esošajā blokā, uzdodiet jautājumus, kopīgojiet noderīgu informāciju un fotoattēlus par raksta tēmu.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}