Polietilēna caurules gāzes cauruļvadiem: polietilēna cauruļvadu ieguldīšanas veidi un specifika
Iepriekš, ierīkojot rūpnieciskās un sadzīves komunikācijas, tika izmantotas čuguna, tērauda un vara caurules. Līdz ar polimēru parādīšanos, kas pēc izturības, nodilumizturības un inerces pret ķimikālijām nav zemāki par metāla izstrādājumiem, cauruļu materiālu sāka ražot no polipropilēna, polietilēna, polivinilhlorīda, polibutilēna utt.
Gāzes cauruļvadu polietilēna caurules ir sevi pierādījušas kā praktiskas, elastīgas, vieglas, ievērojami atvieglojot transportēšanu un uzstādīšanu. Ja jūs nolemjat gazificēt privātmāju, tad būtu ieteicams sīkāk uzzināt par polietilēna cauruļu tehniskajiem parametriem, nosacījumiem un metodēm.
Raksta saturs:
HDPE caurules gāzes vadiem
Zema blīvuma polietilēns tiek izmantots ne tikai gāzes cauruļvadu elementu ražošanai. To izmanto arī citu komunikāciju - ūdensvada, kanalizācijas, aizsargtehnisko cauruļvadu ierīkošanai. Cauruļu veidi atšķiras pēc sastāva, īpašībām un marķējuma.
Koncentrēsimies uz produktiem gāzes transportēšanai, kuru ražošanai ir noteiktas prasības GOST R 50838-2009 (novecojis izdevums - GOST R 50838-95).
Veidi un izmēri
Polimēru spiediena caurules gāzei var sastāvēt tikai no polietilēna vai ir pastiprinātas ar papildu slāņiem.
Tādējādi ir trīs veidi:
- polietilēns, ieskaitot tos, kas marķēti ar dzeltenām svītrām;
- polietilēns ar koektrūzijas slāņiem, kas atrodas iekšpusē vai ārpusē;
- polietilēns ar termoplastisku aizsargapvalku, kas pirms uzstādīšanas ir jānoņem.
Visu veidu cauruļu materiāli ir paredzēti dažādu gāzu transportēšanai, kas atbilst GOST 5542 standartiem un tiek izmantotas kā izejvielas vai degviela rūpnieciskām un sadzīves vajadzībām. Cauruļvadu izmantošanas ierobežojumi tiek pieņemti: maks. spiediens – 1,2 MPa, maks.darbs. temperatūra -/+40°С.

Rūpnieciskā produkcija tiek piegādāta posmos 5-24 m, reizināti 0,25 m, bet biežāk nekā vidējais garums, ērts transportēšanai ar speciālu aprīkojumu - piemēram, 13 m.. Plānas caurules uztīšanai spolē ir nepieciešami dažādi garumi, bet vairāk bieži var atrast spoles 200, 500, 700 m Ir iespējams ražot arī cita garuma izstrādājumus, bet tikai pēc vienošanās ar klientiem.
Atkarībā no sienu biezuma un vergu. Cauruļu spiedienu iedala divos veidos:
- PE-80. Sienas biezums – 2-3 mm, darba. spiediens – 3-6 MPa; piemērots gāzes un ūdens cauruļvadiem;
- PE-100. Sienas biezums – 3,5 mm, darba. spiediens – 8-12 MPa; Šī ir uzlabota PE 80 versija, ko raksturo karstumizturība un palielināts blīvums.
PE (opcijas - PE, PE) nosaukumā ir polietilēns, skaitļi 80 un 100 ir polietilēna kategorijas.
No ekonomiskās iespējamības viedokļa PE 100 marka tiek izmantota, ierīkojot augstspiediena gāzes vadu vai īpašos gadījumos - piemēram, vecas nolietotas maģistrāles rekonstrukcijai vai eksperimentālu atzaru izbūvei ar spiediens 0,6 MPa un vairāk.
Tehniskie parametri un marķējumi
Uz rūpnīcā ražotām polietilēna caurulēm attiecas GOST R 50838-2009 prasības. Tie ietver ieteikumus par izskatu un tehniskajām īpašībām.

Runājot par krāsu, mainības iespēja:
- PE 80 – dzeltens;
- PE 100 – dzeltena, oranža, melna ar vienmērīgi sadalītām dzeltenām/oranžām svītrām.
Dokumentā ir arī noteikti standarti tādiem raksturlielumiem kā pretestība pie pastāvīga iekšējā spiediena, pagarinājums pārrāvuma brīdī, izturība pret plaisu izplatīšanos, termiskā stabilitāte un metināmība.

Marķējumam nevajadzētu ietekmēt materiāla kvalitāti, tas ir, izraisīt plaisas, pietūkumu utt.
Burtiem un cipariem jābūt viegli salasāmiem, salasāmiem un saprotamiem. Obligātie ietver:
- preču zīme vai ražotāja nosaukums;
- caurules simbols;
- izgatavošanas datums;
- nominālais diametrs/sienas biezums;
- Pieraksts;
- GOST
Pārējie dati - valsts nosaukums, partijas numurs utt. - tiek sniegti pēc vēlēšanās.
Piemēram, apskatīsim vienu no paraugiem:
Sfera LLC PE 80 SDR 11 - 150x10,5 GAS GOST R 50838-2009
- SIA "Sfera" - ražotājs
- PE-80 – polietilēna caurules veids
- SDR 11 – standarta izmēra attiecība
- 150 – diametrs
- 10,5 – sienas biezums
- GAZ - mērķis
- GOST R 50838-2009 – normatīvais dokuments
Marķējot ir viegli noteikt, vai caurules ir piemērotas lietošanai mājās vai rūpniecībā, vai tās atbilst paredzētajam mērķim un diametram.
Polietilēna priekšrocības un trūkumi
Pateicoties polietilēna priekšrocībām, to izmanto, lai transportētu tik bīstamu degvielas veidu kā dabasgāze.
Galvenās priekšrocības ietver tādas īpašības kā:
- Elektriskās izolācijas īpašības. Polietilēns ir pilnīgs dielektrisks un nevada elektrisko strāvu. Uzstādīšanas laikā nav nepieciešams zemējums.
- Izturība pret agresīvām ķīmiskām vielām, kas var būt ietverts augsnē vai ražošanā.
- Nav korozijas, iespēja izmantot mitrā vidē.
- Plastmasa, pateicoties kuriem cauruļvads ir aizsargāts no augsnes kustībām, izplešanās sasalšanas laikā un ūdens āmura.
- Pasivitāte pret akustisko vibrāciju pārraidi.
Nodilumizturības pakāpe ir diezgan augsta - mūsdienu PE cauruļu ražotāji gāzei nodrošina garantiju no 30 līdz 50 gadiem.

Trūkumi ietver tādu polietilēna īpašību kā fotodestrukcija. Tas nozīmē, ka materiāls ultravioletā starojuma ietekmē ātri noveco un drūp. Lai kaut kā uzlabotu polietilēna noturību pret saules starojumu, materiālam kā stabilizatoru pievieno melno pigmentu.
Pie citiem trūkumiem pieder neliels transportējamās vielas darba temperatūru diapazons, skābekļa caurlaidība un tehnisko parametru atkarība no ārējās temperatūras.
Sakarā ar uzskaitītajiem trūkumiem no polietilēna caurulēm izgatavotie gāzes vadi tiek izmantoti tikai zemē, metāla analogi tiek uzstādīti atklātās vietās.
Polietilēna gāzes cauruļu uzstādīšana
Aizliegts patstāvīgi ierīkot gāzes vadu uz privātmāju vai ražošanas objektu. Tas būtu jādara organizācijai, kurai ir licence un tiesības veikt šāda veida darbus, kas pamatoti ar licenci. Viņa arī turpmāk veic apkopi – pārbaudes, testēšanas vai remontdarbus.

Pirmkārt, viņi saņem atļauju veikt būvdarbus, izveido projektēšanas tāmju paketi un izbūvē ģeodēziskās izlīdzināšanas asi. Pēc tam viņi veic sagatavošanās darbus, kas ietver maršruta plānošanu, zemes darbus, transportēšanu un cauruļu ieguldīšanu, uzstādīšanu metināšanas instruments. Un tikai pēc tam viņi sāk tieši uzstādīšanas darbus - cauruļu ieklāšanu un metināšanu.
Cauruļu savienošanas metožu pārskats
Polietilēns atšķiras ar to, ka sildot tas maina savas īpašības un kūst. Šī kvalitāte tiek izmantota, lai izveidotu pastāvīgus gāzes cauruļvadu savienojumus - tas ir, priekš cauruļu metināšana.
Ir divas metināšanas metodes:
- dibens, neizmantojot formas elementus;
- elektrofūzija, izmantojot elektrorezistīvos veidgabalus.
Pirmo metodi izmanto rūpnieciskiem nolūkiem, liela diametra cauruļu metināšanai, otro - sadzīves gāzes atzaru izveidošanai no centrālās maģistrāles.
Ja ir nepieciešams noņemams savienojums, tiek izmantota trešā metode - saspiešana. Cauruļu galus savieno ar kompresijas veidgabaliem, kurus vajadzības gadījumā var noņemt vai nomainīt.

Vispirms apskatīsim, kā tiek veikta metināšana. Sagatavošanas darbi tiek veikti saskaņā ar to pašu plānu:
- Instalācijas materiālu un instrumentu izvēle un pārbaude. Sildītājus, skrāpjus un trimmeri notīra, notīra polietilēna atlikumus un putekļus un noslauka ar šķīdinātāju. Berzes virsmas un detaļas ir ieeļļotas. Izvēlieties oderējumus un skavas, kuru diametrs ir piemērots.
- Metināšanas parametru izvēle. Instrumenti tiek ieprogrammēti un noteikti parametri tiek ievadīti apkures iekārtu atmiņā.
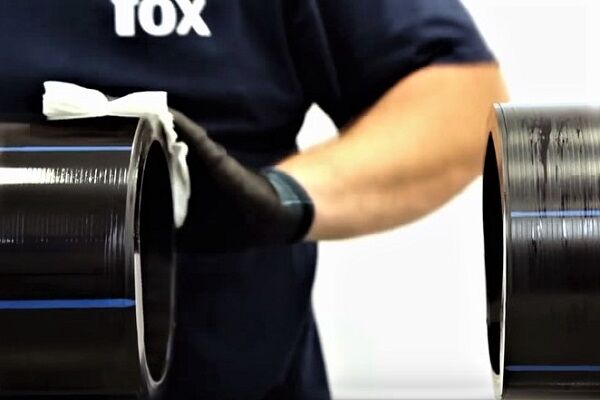
- Darba zonas sagatavošana. Cauruļu galus notīra no smiltīm, pielipušajiem māliem, putekļiem un noslauka. Brīvie gali ir pārklāti ar aizbāžņiem. Oksidētos galus notīra ar skrāpjiem.
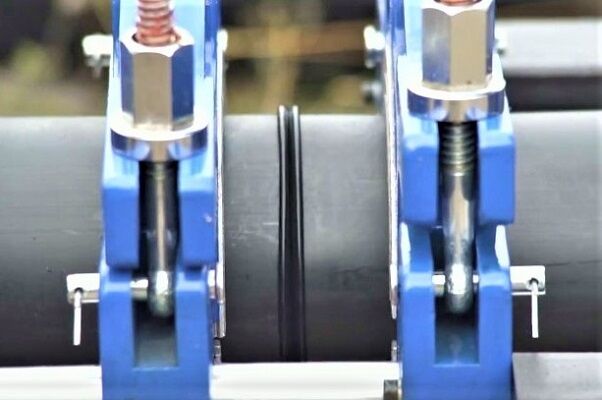
- Fiksācijas un centrēšanas caurules. Pirms metināšanas nepieciešams novērst ovālumu, tāpēc cauruļu galus centrē un pēc tam nostiprina vēlamajā pozīcijā – tieši pretī viens otram.
- Beigt apstrādi. No virsmas galos noņem skaidas 0,1-0,3 mm biezas. Atstarpe starp sekcijām, kas savienotas no gala līdz galam, nedrīkst būt lielāka par 0,3 mm. Pēc tīrīšanas ir nepieciešams metināt, nepieļaujot piesārņojumu.
Pēc sagatavošanas darbu veikšanas tiek veikta metināšana.
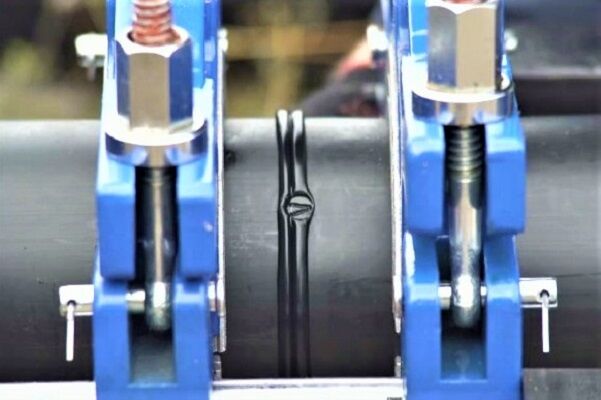
Sadurmetināšanas savienojums rodas izkusušo galu “saplūšanas” dēļ. Kausēšanu var panākt, izmantojot sildīšanas instrumentu ar diska darba elementu.
Metināšanas procesā ir svarīgi ņemt vērā tādus kritērijus kā sakausēšanas temperatūra un laiks, galu spiediena spēks, sajaukšanas perioda ilgums, spiediens sajaukšanas laikā un dzesēšanas laiks.
Darba kārtība:
Uzticamas šuves pazīmes ir vienmērīga, viendabīga rēta, nespēja atdalīt cauruli, pieliekot spēku. Metināts savienojums, izmantojot saplūšanas metodi, tiek uzskatīts par ļoti izturīgu, un tam nav nepieciešami papildu blīvēšanas pasākumi.
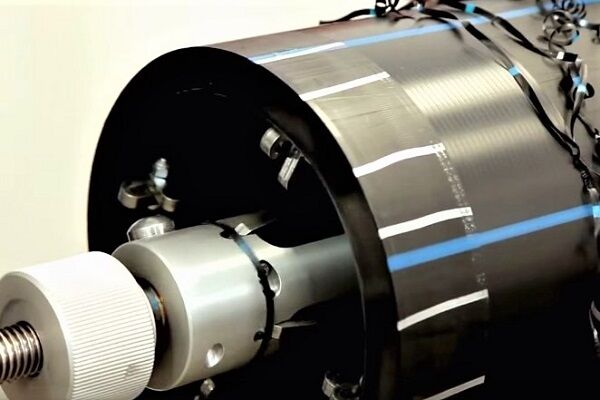
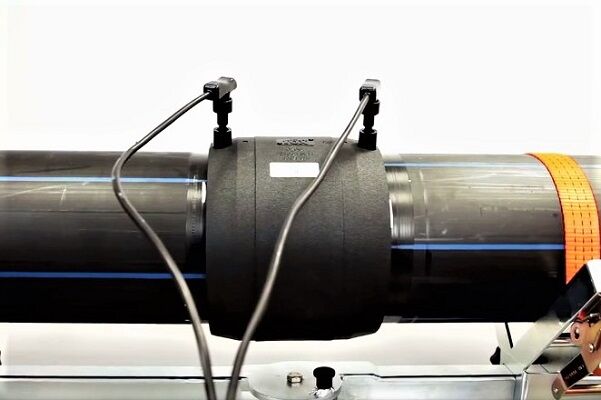
Otrais veids - elektrofūzija – raksturojas ar savienojošo elementu – uzmavu, adapteru, līkumu, tēju klātbūtni.Armatūras iekšējai virsmai ir piestiprināta metāla spirāle, kas tiek uzkarsēta ar elektrisko strāvu un izkausē polietilēnu. Rezultātā veidgabali “saaug kopā” ar caurulēm, veidojot pastāvīgus savienojumus.
Izvēloties elementus polietilēna gāzes cauruļu savienošanai, kā arī procedūras laikā ir svarīgi ņemt vērā tādus parametrus kā strāvas spriegums, metināšanas un dzesēšanas laiks.
Tehnoloģija ir vienkāršāka nekā sadurmetināšana, un tā notiek šādā secībā:
Mūsdienu metināšanas iekārtas ir aprīkotas ar vadības paneli ar displeju. Procedūra tiek veikta saskaņā ar programmu, kas izvēlēta atkarībā no caurules veida.
Noņemami savienojumi Tie tiek izmantoti ārkārtīgi reti, būvējot gāzes vadu. Šim nolūkam tiek izmantoti arī armatūra, taču tie tiek nostiprināti mehāniski, bez apkures.
Savienojošie elementi sastāv no divām daļām - uzgaļa un korpusa. Vītņoto detaļu pievilkšanas rezultātā tiek iegūts spēcīgs, bet nestabils savienojums. Ja nepieciešama papildu uzticamība, armatūras daļas tiek pievilktas ar skrūvēm un uzgriežņiem.
HDPE gāzesvada izbūves noteikumi
Uzstādot un ekspluatējot polietilēna caurules, ir jāievēro daudzi noteikumi, lai nodrošinātu gan gāzesvada un iekārtu darbspēju, gan lietotāju drošību.
Ir daudz aizliegumu būvēt šoseju. Piemēram, nav iespējams vadīt gāzi, izmantojot HDPE caurules akmeņainās un ļoti smailās augsnēs, kā arī 2. tipa iegrimšanas augsnēs. Ja apgabalā ir nosliece uz zemestrīcēm un seismiskums pārsniedz 6 balles, komunikāciju ierīkošanai ir jāizmanto cits materiāls.

Ja ir atļauts izmantot HDPE caurules, ir jāievēro vairāki nosacījumi. Piemēram, stāvās nogāzēs ir nepieciešams aizsargāt gāzes vadu no iespējamās tranšeju erozijas un veikt papildu pasākumus to nostiprināšanai.
Šķērsojot pazemes kolektorus vai kanālus, kanalizācijas vai elektrokomunikācijas, akas, polietilēna caurules tiek ieliktas metāla korpusos. Attālums no gāzes vada virsmas līdz korpusa iekšējai sienai ir vismaz 10 cm.
Vienā tranšejā var novietot divus vai vairākus gāzes vadus, taču katram atzaram jābūt pieejamam apkopei vai remontam.
Ziemeļu reģionos, kur temperatūra nokrītas zem -40°C, uzstādīšanas dziļums palielinās līdz 2,0-3,2 m.
Jūs uzzināsiet, kā ielikt gāzes vadu korpusā un ievietot to mājā, kas tiek gazificēta. nākamais raksts, kuru iesakām izlasīt visiem lauku īpašumu īpašniekiem.
Secinājumi un noderīgs video par tēmu
Elektrofūzijas metināšanas noteikumi:
Par sadurmetināšanas funkcijām:
Kā darbojas metināšanas iekārta HDPE caurulēm:
Polietilēna cauruļu izmantošana rūpniecisko un dzīvojamo objektu gazifikācijai ir kļuvusi par tradicionālu.
HDPE ir izturīgs un uzticams materiāls, kas nerada bažas. Bet gāzesvada uzstādīšana jāveic tikai gāzes tīklu uzstādītājiem, kuriem ir pieredze un kuri pārzina polietilēna metināšanas tehnoloģiju.
Lūdzu, atstājiet komentārus zemāk esošajā bloka veidlapā, ievietojiet fotoattēlus, kas saistīti ar raksta tēmu, un uzdodiet jautājumus. Dalieties pieredzē polietilēna gāzesvada ierīkošanā. Iespējams, ka jūsu sniegtā informācija un ieteikumi noderēs vietnes apmeklētājiem.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}