Vara cauruļu lodēšana: soli pa solim darba analīze un praktiskie piemēri
Mājas amatnieki cenšas paši veikt celtniecības un remontdarbus, kas ļauj ne tikai ietaupīt ģimenes budžetu, bet arī būt pilnīgi pārliecinātiem par kvalitatīvu rezultātu. Tāpēc viņiem ir jāapgūst jaunas tehnikas un tehnoloģijas, piemēram, vara cauruļu lodēšana.
Mēs jums pateiksim, kā montēt un savienot sakarus no vara caurulēm. Šeit jūs uzzināsiet, kādi palīgmateriāli un instrumenti būs nepieciešami izpildītājam. Pat ikdienā noderīgas prasmes ļaus patstāvīgi salikt cauruļvadus ar izcilām veiktspējas īpašībām.
Raksta saturs:
Vara lodēšana: kāpēc jums to vajadzētu iemācīties
Vara cauruļvadi praksē tiek izmantoti reti. Iemesls tam ir diezgan augstās materiālu izmaksas. Tomēr vara cauruļvadi pamatoti tiek uzskatīti par labākajiem.
Šis metāls pārspēj visus citus materiālus karstumizturības, elastības un izturības ziņā. Apkures vara cauruļvadi pēc montāžas var ieliet betonā, paslēpt sienās utt. Darbības laikā ar viņiem nekas nenotiks.

Tas ir jāņem vērā, izvēloties materiālu apkurei vai santehnikai. Runājot par ilgstošu darbību, augstākas izmaksas ir tā vērtas. Papildus lieliskajām vara veiktspējas īpašībām to ir diezgan viegli uzstādīt. “Baisu pasakas” par lodēšanas grūtībām visbiežāk tiek pārspīlētas.
Vara ir diezgan viegli lodēt. Tās virsmai nav nepieciešams izmantot agresīvus tīrīšanas līdzekļus. Daudziem metāliem ar zemu kušanas temperatūru ir augsta saķere ar to, kas vienkāršo lodmetāla izvēli.
Dārgas vara plūsmas nav vajadzīgas, jo vardarbīgas reakcijas ar skābekli nenotiek, kad metāls tiek izkausēts. Lodēšanas procesā caurule nedeformējas, tās forma un izmēri paliek nemainīgi. Iegūto šuvi vajadzības gadījumā var atlodēt.
Vara detaļu lodēšanas metodes
Lodēšana tiek uzskatīta par labāko metodi vara detaļu savienošanai. Darbības laikā izkusis lodmetāls aizpilda mazo spraugu starp elementiem, veidojot uzticamu savienojumu.
Šādu savienojumu iegūšanai ir divas visizplatītākās metodes. Šī ir augstas un zemas temperatūras kapilāru lodēšana. Izdomāsim, kā tie atšķiras viens no otra.
Augstas temperatūras savienojumu iezīmes
Šajā gadījumā vara elementu savienošanas process notiek temperatūrā, kas pārsniedz +450 grādus. Sastāvi, kuru pamatā ir diezgan ugunsizturīgi metāli: sudrabs vai varš tiek izvēlēti kā lodēšana.
Tie nodrošina izturīgu šuvi, kas ir izturīga pret mehāniskiem bojājumiem un augstām temperatūrām. Šādu savienojumu sauc par cietu.

Tā sauktās cietlodēšanas īpatnība ir metāla atkausēšana, kas noved pie tā mīkstināšanas. Tāpēc, lai vara stiprības raksturlielumu zudums būtu minimāls, gatavā šuve ir jāatdzesē tikai dabiski, neizmantojot mākslīgo pūšanu vai detaļu iegremdēšanu aukstā ūdenī.
Cieto savienojumu izmanto caurulēm ar diametru no 12 līdz 159 mm. Gāzes cauruļu savienošanai izmanto augstas temperatūras lodēšanu.
Santehnikā to izmanto ūdensvadu montāžas procesā detaļu, kuru diametrs pārsniedz 28 mm, monolītai savienošanai. Turklāt šis savienojums tiek izmantots gadījumos, kad caurulēs cirkulējošā šķidruma temperatūra var pārsniegt +120 grādus.
Augstas temperatūras lodēšana tiek izmantota arī apkures sistēmu montāžai. Tās priekšrocība ir iespēja sakārtot atzaru no iepriekš uzstādītas sistēmas, iepriekš to neizjaucot.
Zemas temperatūras lodēšana pa daļām
Mīkstā jeb zemas temperatūras lodēšana ir vara detaļu savienošana, kuras laikā tiek izmantota temperatūra zem +450C. Šajā gadījumā par lodēšanu tiek izvēlēti mīksti, zemas kušanas metāli, piemēram, alva vai svins.
Šādas lodēšanas rezultātā izveidotās šuves platums var svārstīties no 7 līdz 50 mm. Iegūto savienojumu sauc par mīkstu. Tas ir mazāk izturīgs nekā ciets, taču tam ir vairākas būtiskas priekšrocības.

Galvenā atšķirība ir tāda, ka lodēšanas procesā metāls netiek atkausēts. Attiecīgi tā spēks paliek nemainīgs.
Turklāt zemas temperatūras lodēšanas laikā temperatūra nav tik augsta kā augstas temperatūras lodēšanas laikā. Tāpēc tas tiek uzskatīts par drošāku. Maza diametra cauruļu montāžai tiek izmantoti tā sauktie mīkstie savienojumi: no 6 līdz 108 mm.
Zemas temperatūras savienojumi santehnikā vara caurules tiek izmantoti ūdensvadu un siltumtīklu ierīkošanai, bet ar nosacījumu, ka tajos cirkulējošā šķidruma temperatūra ir mazāka par +130 grādiem. Gāzes cauruļvadiem šāda veida savienojumu izmantošana ir stingri aizliegta.
Kas būs nepieciešams procesā?
Lai izveidotu augstas kvalitātes savienojumus, jums būs nepieciešami īpaši materiāli un instrumenti. Pirmkārt, lai apstrādātu detaļu iepriekš notīrīto virsmu, jums būs nepieciešama plūsma. Tas noņem oksīdus no pamatnes, uzlabo izkausētā lodēšanas plūsmu un samazina virsmas spraigumu.
Papildus tam jums būs nepieciešams arī lodmetāls darbam ar varu. Augstas temperatūras metināšanai tiek izvēlēts materiāls, kas nesatur svinu. Uz iepakojuma jābūt uzrakstam “bez svina” vai “bez svina”.
Lodēšanai zemā temperatūrā tiek izvēlēta zemas temperatūras lodēšana, kas var saturēt alvu, varu, bismutu un sudrabu. Zemas temperatūras lodmetāls ir pieejams 3 mm stieples veidā.

Lai strādātu, jums būs nepieciešami instrumenti. Pirmkārt, cauruļu griezējs. Ar tās palīdzību jūs varat sagriezt detaļas vēlamajā izmērā.Ir svarīgi izvēlēties augstas kvalitātes instrumentu, lai mīkstais materiāls, kas ir varš, nesaburzītos.
Jums būs nepieciešams arī slīpumu noņemšanas līdzeklis, lai noņemtu urbumus. Pretējā gadījumā nebūs iespējams ievietot vienu daļu citā. Arī cauruļu iekšējās virsmas tīrīšanai izmanto otu vai suku.

Vara elementu sildīšanai tiek izmantoti dažādi instrumenti. Visbiežāk viņi izvēlas zemas temperatūras lodēšanu gāzes deglis, kam ir šauri vērsta liesma.
Gāzes iekārtas šajā gadījumā darbojas no balona ar propāna un butāna maisījumu vai ar tīru butānu. Ar vienu šādu pildījumu pietiek 3-4 simtiem šuvju.
Ierīce darbojas efektīvi, sildot ar degli, caurule uzsilst dažu sekunžu laikā. Augstas temperatūras lodēšanu veic, izmantojot propāna-skābekļa vai acetilēna-gaisa gāzu maisījumus.
Turklāt lodēšanu var veikt, izmantojot īpašu elektrisko lodāmuru, kas paredzēts darbam ar vara detaļām. Ierīce var strādāt gan ar cieto, gan mīkstu lodmetālu. Lodāmurs ir savienots ar tīklu un tiek izmantots tur, kur nav iespējams strādāt ar atklātu liesmu. Ierīce ir aprīkota ar iespīlēšanas knaiblēm un noņemamiem elektrodiem.
Papildus šiem instrumentiem cauruļvadu uzstādīšanai jums būs nepieciešams marķieris vai zīmulis, mērlente, āmurs un ēkas līmenis.
Vara izstrādājumu lodēšanas tehnoloģija
Sagatavojot instrumentus un materiālus, varat sākt lodēšanas procesu. Visas darbības veicam šādā secībā:
Izgrieziet daļu vajadzīgajā garumā
Vara cauruļu griešanai var izmantot dažādus instrumentus. Visbiežāk izmantotais rīks ir manuālais cauruļu griezējs. Lai nodrošinātu vienmērīgu griezumu, turiet cauruli tikai perpendikulāri instrumentam.
Mēs saspiežam daļu starp rullīti un asmeni un pagriežam cauruļu griezēju ap to. Pēc katra pagrieziena neaizmirstiet pievilkt regulēšanas skrūvi par apmēram trešdaļu apgrieziena. Izmantojot cauruļu griezēju, griezums būs gluds, un urbumi parādīsies tikai caurules iekšpusē.

Bet tajā pašā laikā produkta diametrs nedaudz samazināsies, kas nav vēlams. Jūs varat izvairīties no detaļas deformācijas, griežot to ar metāla zāģi. Bet šajā gadījumā būs daudz urbumu, kas būs jānoņem, un jums būs jāizmanto veidne, lai samazinātu griezuma slīpumu.
Caurules griezuma saburzīšana vai ovalizācija radīs nepatīkamas sekas, jo tas noteikti mainīs uzstādīšanas spraugas izmēru. Tās vērtībai jābūt diapazonā no 0,02 līdz 0,4 mm. Ja sprauga ir mazāka, lodmetāls tajā nevarēs iekļūt. Palielinot spraugu, kapilārais efekts neparādīsies.
Griešanas rezultātā jāiegūst daļa ar stingri cilindrisku galu ar minimālu griezuma leņķi. Noteikti noņemiet no detaļas visas urbumus, notīriet tās iekšējo virsmu ar suku un attaukojiet to. Tādā pašā veidā mēs sagriežam otro caurules gabalu. Mēs ņemam cauruļu paplašinātāju un ar āmuru palielina otrās caurules diametru.

Mēs pārbaudām, kā detaļas iekļaujas viena otrai, pārbaudām iegūtās uzstādīšanas spraugas izmērus. Tam precīzi jāatbilst normai. Mēs notīrām un attaukojam otro daļu.Mēs veicam darbību visā caurules šķērsgriezumā, atceroties, ka savienojuma garumam jābūt vienādam ar detaļas diametru.
Uzklājiet plūsmu uz caurules virsmas
Saskaņā ar tehnoloģiju noteikumiem vara cauruļu lodēšana, detaļām jāuzklāj plūsmas slānis. Mēs ņemam kompozīciju un uzmanīgi uzklājam ar otu uz caurules ārējās virsmas, kas atradīsies savienojuma iekšpusē.
Mēs veicam operāciju ļoti rūpīgi. Mēs cenšamies savākt minimālo šķīduma daudzumu un pilnībā sadalīt to pa daļu. Uz virsmas nedrīkst palikt pārmērīga plūsma.
Detaļu savienošana pirms lodēšanas
Kad plūsma ir uzklāta uz detaļām, tās ir jāsavieno. Tas jādara pietiekami ātri, lai uz mitrās virsmas nenokļūtu piesārņotāju daļiņas. Ja strādājam ar veidgabalu vai ligzdu, veicam pilnīgu elementu savienojumu.
Lai to izdarītu, pagrieziet tos līdz galam. Rotācijas procesā detaļas ne tikai “nokrīt” savās vietās, bet arī plūsma tiek pēc iespējas vienmērīgāk sadalīta pa uzstādīšanas spraugu.

Aizliegts atstāt uz detaļu kušņu, jo tas ir agresīvs ķīmiskais sastāvs.
Krāna lodēšana ar savienotājelementu, pamatojoties uz kompresijas gredzenu, tiek veikta šādā secībā:
Savienojumu veidošanās zemas temperatūras lodēšanas laikā
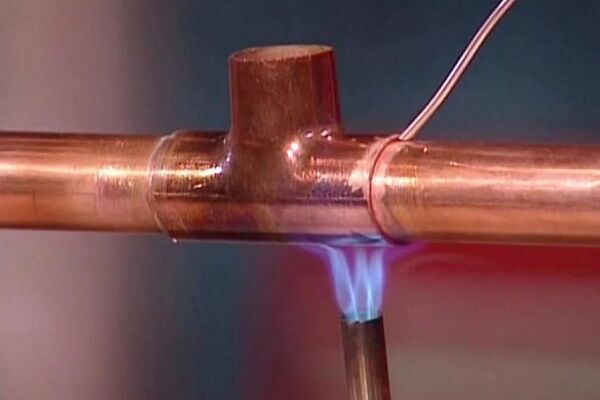
Veicot mīkstu savienojumu, obligāti jāizmanto zemas kušanas lodēšana un zemas temperatūras plūsma. Apkurei varat ņemt standarta vai maza izmēra gāzes degli, kas tiek uzlādēts ar propāna un gaisa maisījumu vai propānu ar butānu un gaisu. Varat arī ņemt īpašu elektrisko lodāmuru.
Mēs ņemam degli, ieslēdzam to un virzām liesmu uz cauruļu savienojumu. Kontakta vieta, kas atrodas starp liesmu un detaļu, ir pastāvīgi jāpārvieto. Tas ir nepieciešams, lai nodrošinātu vienmērīgu elementu uzsilšanu. Ņemam lodmetālu un ik pa laikam pieskaramies ar to montāžas spraugu. Pietiekami uzkarsējot, lodmetāls sāk kust.

Tiklīdz tas notiek, pārvietojiet degli uz sāniem, lai ļautu lodēšanai pilnībā aizpildīt kapilāro spraugu. Ja lodmetāls vēl nav sācis kust, turpiniet karsēšanu. Zemas temperatūras lodēšanas iezīme ir tāda, ka lodmetāls netiek īpaši karsēts. Tam vajadzētu izkausēt no savienojuma apsildāmo elementu siltuma.
Pēc tam, kad lodmetāls pilnībā aizpilda kapilāro spraugu, tam jāļauj atdzist, vēlams dabiskos apstākļos. Jāatceras, ka iegūtajam mīkstajam savienojumam ir zems stiprums, tāpēc pieskarties tam, kamēr tas ir karsts, ir aizliegts.
Vēl viens svarīgs punkts. Lodēšanas procesā ir ārkārtīgi svarīgi nepārkarst varu. Pretējā gadījumā metālam uzklātā plūsma tiks iznīcināta un attiecīgi nespēs izšķīdināt un noņemt oksīdus, kas krasi negatīvi ietekmēs savienojuma kvalitāti.
Tāpēc ir vēlams izmantot kušņu ar lodēšanas pulveri. Kad detaļas temperatūra ir pietiekama, lai uzsildītu lodmetālu, pulveris izkusīs un plūsmas iekšpusē būs redzami kausējuma pilieni.
Ja kāda iemesla dēļ liesmas izmantošana ir nepieņemama, tiek izmantotas lodēšanas iekārtas, kuras darbina ar elektrību. Šāda iekārta ir barošanas avota komplekts, elektriskās knaibles un lodāmurs.
Karsēšanas un turpmākās savienojuma veidošanas ar lodāmuru procedūra neatšķiras no iepriekš aprakstītās. Vienīgais brīdinājums: detaļu pilnīga uzsilšana var aizņemt mazāk laika nekā sildot ar degli.
Šuvju veidošanās augstas temperatūras lodēšanas laikā
Šādas lodēšanas procesā detaļu sildīšanai izmanto arī gāzes degli. To darbina ar propāna un skābekļa vai acetilēna un gaisa maisījumu. Ir iespējams izmantot acetilēna-skābekļa maisījumu.
Speciālisti iesaka vienmērīgi un ātri sildīt detaļas. Tas ir, apkures procesam jābūt īsam. Ierīcē degošajai gāzei vajadzētu radīt spilgti zilu zemas intensitātes liesmu.

Mēs vienmērīgi pārvietojam degli pa nākotnes savienojumu, lai apkure būtu pēc iespējas vienmērīgāka. Kad varš uzsilst līdz aptuveni 750C, tas iegūs tumšu ķiršu krāsu. Šajā brīdī uzklājiet lodēšanu.
Lai labāk uzsildītu, var nedaudz uzsildīt ar degli. Bet tajā pašā laikā mums jāatceras, ka lodēšanai vajadzētu izkausēt no sakarsētajām savienojuma daļām, nevis no degļa. Ideālā gadījumā savienojums ir jānodrošina ar minimālu apkuri, pie kura lodmetāls nekavējoties izkusīs un pirmo reizi aizpildīs montāžas spraugu.
Tas var nedarboties uzreiz, bet, iegūstot pieredzi, rezultāts uzlabosies. Pēc pilnīgas spraugas aizpildīšanas ar lodmetālu atstājiet savienojumu atdzist. Šobrīd nav ieteicams to pieskarties. Rūpīgi noslaukiet atdzesēto šuvi, lai noņemtu atlikušo plūsmu.
Detalizēta tehnoloģijas analīze vara cauruļvadu lodēšanai, izmantojot gāzes degli sniegts rakstā, ar kuras saturu iesakām iepazīties.
Drošības pasākumi, veicot vara cauruļu lodēšanu
Iesācēju amatnieki interesējas par to, kā pareizi lodēt vara caurules, bet tajā pašā laikā viņi aizmirst par drošību. To nevar izdarīt. Jums jāsaprot, ka varam ir augsta siltumvadītspēja, tāpēc jūs nevarat turēt detaļas rokās bez jebkāda veida aizsardzības.
Bezrūpība un bezrūpība iekšā vara cauruļvadu montāža var izraisīt termisku apdegumu. Nelielus elementus līdz 0,3 m garumā apstrādā tikai ar aizsargcimdiem vai tur ar knaiblēm.
Piesardzība ir nepieciešama arī, strādājot ar plūsmu. Šis ir ārkārtīgi agresīvs sastāvs. Ja tas nokļūst uz ādas lodēšanas procesā, nekavējoties pārtrauciet darbu un nomazgājiet kušņu no ādas ar lielu daudzumu ziepjūdeni.Pretējā gadījumā uz ādas var rasties ne tikai termiski, bet arī ķīmiski apdegumi.

Pareizi jāizvēlas arī apģērbs darbam. Sintētiskie audumi absolūti nav piemēroti. Mākslīgā šķiedra ir ļoti jutīga pret augstām temperatūrām. Tas viegli kūst un uzliesmo, tāpēc darbam vislabāk izvēlēties biezas drēbes no dabīgas kokvilnas.
Vēl viens svarīgs punkts. Kad detaļas tiek uzkarsētas, plūsma sāk degt. Tās tvaiki ir bīstami cilvēkiem. Šī iemesla dēļ telpai, kurā tiek veikta vara cauruļu lodēšana, jābūt labi vēdinātai.
Pieredzējuši amatnieki iesaka tiem, kas pirmo reizi nodarbojas ar lodēšanu, vispirms praktizēt cauruļu lūžņus. Prakse rāda, ka pēc trīs vai četriem neatkarīgi pabeigtiem savienojumiem jūs jau varat sākt cauruļvada uzstādīšanu. Šajā gadījumā vēlams sistēmu montēt uz grīdas un tikai tad sākt lodēšanu.
Gatavais cauruļvads rūpīgi jāizskalo ar tīru karstu ūdeni, lai noņemtu lodēšanu un plūsmu no detaļu iekšpuses.
Pamatkļūdas, kas pieļautas lodējot
Vara cauruļu lodēšanas process ir diezgan vienkāršs, taču tam ir nepieciešama zināma pieredze. Iesācēji savā darbā bieži pieļauj kļūdas.
Apsvērsim galvenos:
- Savienojamo detaļu virsmas defektu klātbūtne. Šādi defekti var parādīties caurules griešanas procesā. Ja lodēšana tiek veikta virs defekta, šuve būs vāja.
- Piesārņojums zonā, kur elementi ir savienoti. Pēc griešanas un tīrīšanas daļas ir jāattauko.
- Nepietiekams uzstādīšanas spraugas platums.Saskaņā ar noteikumiem detaļām ar šķērsgriezumu no 6 līdz 108 mm spraugas izmēriem jābūt no 7 līdz 50 mm.
- Nepietiekama detaļu sildīšana. Šajā gadījumā lodmetāls nevarēs pareizi saplūst ar pamatni. Šāda šuve viegli saplīst pat ar nelielu slodzi.
- Flux neaptver visu caurules virsmu. Uz detaļas virsmas paliek oksīdi, kas negatīvi ietekmē šuves kvalitāti.
- Savienojuma zonas pārkaršana. Izraisa plūsmas sadegšanu un oksīdu un katlakmens veidošanos. Tā rezultātā krasi pasliktinās savienojuma kvalitāte.
- Tiek pārbaudīts karsts savienojums. Pirms šuves kvalitātes pārbaudes jums jāpārliecinās, vai caurule ir atdzisusi. Pretējā gadījumā savienojums neizbēgami deformēsies un zaudēs spēku.
- Drošības noteikumu ignorēšana. Lodēšana tiek veikta augstā temperatūrā un izmantojot agresīvas ķīmiskas vielas. Nepieciešams aizsargapģērbs, maska un cimdi.
Iesācēju meistaram var būt grūti patstāvīgi noteikt detaļu sildīšanas pakāpi, tad ir vērts uzaicināt profesionāli un veikt pirmos savienojumus viņa vadībā.
Viņš jūs iepazīstinās ar metodēm, kā veidot apkures lokus no vara caurulēm. nākamais raksts, ar ko iesakām iepazīties.
Secinājumi un noderīgs video par tēmu
Papildinformāciju par vara cauruļu lodēšanu varat uzzināt no šiem videoklipiem.
1. video. Augstas temperatūras vara lodēšanas īpašības:
2. video. Kā pareizi lodēt vara veidgabalus:
Video #3. Kādi kušņu veidi ir paredzēti lodēšanai?
Vara cauruļu lodēšana pašam ir noderīga prasme, kas noteikti noderēs mājas meistaram. Vara cauruļvadi kalpo ļoti ilgu laiku un bez problēmām.Ņemot vērā šādu detaļu diezgan augstās izmaksas, jūs varat daudz ietaupīt uz pašmontēšanu un iegūt augstas kvalitātes cauruļvadu par ļoti saprātīgu cenu.
Vai jums ir personīga pieredze vara cauruļu savienošanā ar lodēšanu? Varbūt jums ir zināšanas par darbu veikšanas niansēm? Lūdzu, rakstiet komentārus zemāk esošajā blokā, uzdodiet jautājumus, dalieties ar savu viedokli un fotoattēliem par raksta tēmu.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Es ļoti reti sastopos ar vara caurulēm; ļoti maz cilvēku tās izmanto, dodot priekšroku lētākai un utilitārai plastmasai. Bet es esmu redzējis šādas caurules mājās, kas pretendē uz “elites” statusu. Tās lieliski iederas tur interjerā. Un man tās arī nācās pielodēt. No personīgās pieredzes varu teikt, ka šo darbu darīt ir gan viegli, gan ir nianses.
Varš ir atsaucīgs metāls un pats par sevi neradīs jums problēmas. Bet, ja jūs pats pieļaujat kļūdas, tad pēc kāda laika jūsu lodēšanas vieta iztecēs. Visiem, kas pēkšņi saskaras ar nepieciešamību pielodēt vara cauruli, vispirms teikšu - neesiet slinki un netērējiet laiku sagatavošanās darbiem! Labs sākums ir puse no kaujas.
Ja jūs to slikti attaukojat, tas iztecēs. Ja jūs to slikti tīrāt, tas ir tas pats. Otrkārt: mērens, bet pietiekams plūsmas daudzums. Ja jūs to nožēlosit, tas noplūdīs. Pārcentieties, un jūs iegūsit neizskatīgu locītavu. Treškārt: pareizi temperatūras apstākļi. Pārkaršana un pārkaršana ir vienlīdz slikti. Vispār, ja dodaties lodēt pirmo reizi, tad vislabāk ir kaut kur atrast vara caurules gabalu un praktizēt, kā melnrakstā. Tajā pašā laikā identificējiet savas iespējamās kļūdas.