Kas ir argona metināšana: kā to pareizi lietot, soli pa solim instrukcijas
Argona metināšana ir viens no elektriskā loka metodes veidiem metālu savienošanai.Neaktīvās gāzes sfērā, izmantojot volframa elektrodu, tiek aizdedzināts loks. Tajā pašā laikā metināto detaļu malas kūst, droši savienojoties vienā veselumā.
Raksta saturs:
Argona metināšana - īpašības un apraksts
Par argona metināšanas raksturīgo iezīmi var uzskatīt veiksmīgu elektriskās un gāzes metināšanas principu kombināciju. Šis metināšanas paņēmiens nodrošina izcilas kvalitātes metināšanas šuves. Tie ir rūpīgi noslīpēti, un visa darba cikla beigās šuves ir absolūti neredzamas.

Galvenais faktors procesā ir elektriskā loka. Šeit notiek elektriskās enerģijas pāreja siltumenerģijā. Augsts termiskais slieksnis izkausē metālu metināšanas punktā. Ja jūs vienmērīgi pārvietojat loku, jūs iegūstat materiāla saplūšanu un uzticamu sagatavju savienojumu. Pārvietojot elektrodu, tiek regulēti metināšanas baseina parametri, regulēts metināšanas ātrums, iespiešanās pakāpe, šuves kvalitāte un platums.
Lai aizpildītu spraugas un uz šuves uzmetinātu augstu metāla lodītes, tiek izmantota pildvada. Pēc sastāva tam jābūt identiskam metināmajam materiālam. Uzpildes stieple tiek manuāli ievadīta līdz kušanas temperatūrai.
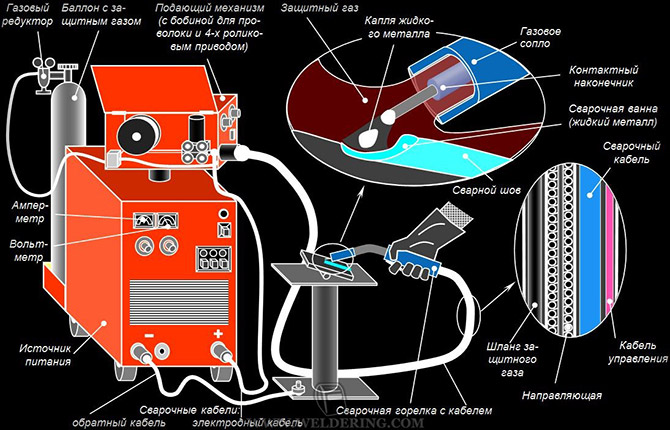
Barošanas strāvas avots ir invertora tipa iekārta ar vadības ierīcēm, neitrālu gāzes padeves sistēmu un savienotājiem, kur ir pievienots deglis. Strāva var mainīties, būt nemainīga vai mainīga.
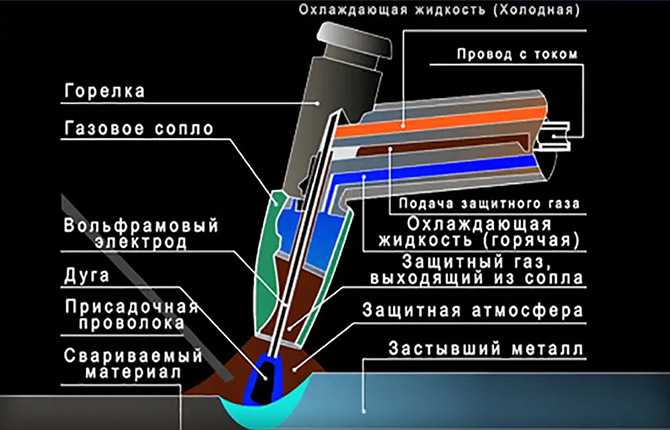
Kad darbojas argona metināšanas iekārta, inertā argona gāze caur instrumenta sprauslu tiek piegādāta loka zonā. Tas “izspiež” atmosfēras gaisu, tostarp skābekli un slāpekli, no metināšanas baseina. Tādējādi metāla šuves tiek droši aizsargātas metināšanas laikā. Aizsargāta ir arī loka pamatne, nepatērējams volframa elektrods. Ja metināšanu veic bez inertas gāzes, volframs tiek pakļauts agresīvai skābekļa iedarbībai un tiek iznīcināts.
Atmosfēras gaiss negatīvi ietekmē metināšanas procesa kvalitāti. Inerto gāzi izmanto, lai aizsargātu kodolsintēzes zonu no atmosfēras skābekļa. Parasti tas ir argons. Šim nolūkam var izmantot hēliju, taču tā izmaksas ir daudz augstākas. Argona zemā cena skaidrojama ar to, ka tas ir tikai blakusprodukts rūpnieciskā gaisa atdalīšanas procesā skābeklī un slāpeklī.
Argona loka metināšanas priekšrocības:
- Estētiska, augstas stiprības šuve.
- Nav nepieciešamas plūsmas vai elektrodu pārklājumi.
- Strādājiet ar jebkura izmēra detaļām.
- Iespēja metināt metālu uz bojātajām detaļu daļām, lai tās atjaunotu.
- Grūti metināmu metālu (titāna, čuguna, alumīnija un citu) savienošana.
- Minimālais izdalītais aerosols salīdzinājumā ar citiem metināšanas veidiem.
- “Argonā” grieztā metāla malai ir ideāla ģeometrija, uz tās neveidojas oksīda un nitrīda plēves.
- Argona metode ļauj savienot plānus metāla slāņus un veikt īpašas metināšanas darbības.
Trūkumi ietver faktu, ka metāla argona metināšana ir lēnāka nekā ar citām metināšanas iekārtām un metodēm.
Darbs ar argonu apdraud cilvēku veselību.Ieelpotā argona gāze izraisa reiboni, var izraisīt sliktu dūšu, vemšanu, samaņas zudumu un pat nāvi. Tiem, kas strādā ar argona metināšanu, bieži rodas galvassāpes, troksnis ausīs, nogurums, gremošanas trakta traucējumi un elpošanas problēmas.
Metinātājs riskē saslimt ar aluminozi — neatgriezenisku plaušu patoloģiju, jo viņš ir pakļauts ozona, radioaktivitātes un slāpekļa oksīdu negatīvajai ietekmei.
Argona metināšanas klasifikācija
Argona metināšanas tehnoloģija tiek klasificēta pēc individuāliem funkcionāliem principiem:
- Manuālā metode. Manipulācijas ar degli, loka lāpu un piedevu manuāli veic metinātājs. Viņa pieredze un kvalifikācija nosaka procesa tempu un metināto šuvju parametrus.

- Pusautomātiska. Iekārtai ir funkcija pildījuma stieples padevei. Instalācija ir aprīkota ar stieples padeves mehānismu. Metinātājs darbojas tikai ar argona degli, atstājot vienu roku brīvu. To var izmantot, lai noturētu vai atlocītu sagataves. Metode ir produktīvāka nekā manuālā, taču ļoti svarīga ir metinātāja kvalifikācija.
- Auto. Stieples padeve un karietes kustība ar degli notiek automātiski, bez strādnieka līdzdalības. Priekšrocība ir gludas, augstas kvalitātes metināšanas šuves. Operatora funkcijas ir kontrolēt un pareizi iestatīt parametrus - vajadzīgās iespiešanās dziļumu, optimālo ratiņu kustības ātrumu utt.

Turklāt argona metināšanu atšķir faktiskais process - vai tiek izmantota pildviela vai nē.
Bez piedevas jūs varat metināt plānu metālu (līdz 2 mm), ar ciešu spiedienu - gar šuvi nedrīkst būt atstarpes. Tad malas tiek izkausētas ar elektrodu un ar šo metālu pietiek, lai savienotu sagataves.Rezultāts ir noslēgta, plāna, gluda, spoguļveida šuve bez “zvīņām”.
Gatavošana ar pildījuma stiepli prasa ilgāku laiku. Metināšanas veids ir “zvīņains”, un zvīņu slāņu skaits ir tieši atkarīgs no piedevas padeves ritma metināšanas baseinā. Atstarpes un atstarpes starp detaļām, kuru platums ir līdz 5 mm, tiek kvalitatīvi izkausētas, un izliekumi ir sapludināti rievām. Uzpildes metodi izmanto metālu argona metināšanai ar biezumu 3 mm.
Pirms neilga laika parādījās vēl viena novatoriska argona loka metināšanas tehnoloģija - robotizēta. Tā īpatnība ir tāda, ka detaļu metināšanu uz konveijeriem veic robotu kompleksi. Metodi raksturo augsta produktivitāte un zemas darba izmaksas.

Trūkums ir unikālā aprīkojuma ievērojamās izmaksas, steidzama nepieciešamība piesaistīt augsti kvalificētus speciālistus apkopei, programmatūras atbalstam un robotu komponentu precizēšanai. Tehnoloģija paredzēta lieliem ražošanas apjomiem.
Argona metināšana - kādi instrumenti un aprīkojums jums ir nepieciešams
Iekārtas un piederumi argona loka metināšanai ir sadalīti 3 grupās.
Pirmajā ietilpst īpašas ierīces, kas veic vienu konkrētu darbību. Argona metināšana, ko veic šādas ierīces, tiek izmantota lielos liela mēroga nepārtrauktas ražošanas uzņēmumos.
Otrkārt – specializēts aprīkojums, kas ir konfigurēts operācijām ar šauru noteiktas kategorijas daļu klāstu.
Trešais – universālas mašīnas, ko izmanto vairāku veidu operācijām un materiāliem. Šī ir vispopulārākā komerciāli ražoto ierīču grupa.Tos plaši izmanto ne tikai rūpnieciskiem nolūkiem, bet ir ļoti pieprasīti rokdarbu un “garāžu” amatnieku vidū.
Universālās argona metināšanas aprīkojuma komplekts:
- darba apģērbi, drošības apavi, individuālie aizsardzības līdzekļi;
- vienība darba veikšanai ar nelietojamu elektrodu;
- volframa nepatērējami elektrodi;
- pildījuma stieple;
- augstspiediena šļūtenes;
- gāzes balons;
- gāzes reduktors;
- palīginstruments.
Gāzes balonā saspiestā veidā ir gāze - argons. Cilindrus izmanto dažādām gāzēm. Lai nesajauktu identiskus konteinerus ar atšķirīgu saturu, baloni ir marķēti. Tātad neapstrādāts argons tiek iesūknēts melnā cilindrā ar baltu uzrakstu un baltu svītru. Tehniskais argons - arī melnā cilindrā, bet uzraksts zils, svītra zila. Tīrs argons izceļas ar pelēku cilindru ar zaļu uzrakstu un svītru. Uz cilindriem ir iespiesta arī cita īpaša tehniskā informācija.
Katrs reduktors ir paredzēts savai gāzei. Reduktora krāsai jāatbilst gāzes balona krāsai. Lētā variantā varat izmantot “melno” oglekļa dioksīda reduktoru. Bet visbiežāk zem argona tiek uzstādīts reduktors ar rotometru.
Augstspiediena skābekļa šļūtenes tiek izmantotas argonam to kvalitātes un uzticamības dēļ. Iekšējais diametrs svārstās no 9 līdz 18 mm. Tāpēc izvēlēties pareizo nebūs grūti.
Strāvas avots argona metināšanai tiek izvēlēts atbilstoši mērķiem un uzdevumiem, kas jāveic darba laikā.
Volframa elektrodi ir paredzēti loka aizdedzināšanai un uzturēšanai. Tiem ir atbilstošs marķējums, kas raksturo to īpašības un īpašu piemaisījumu klātbūtni.
Metāla sagatavošanai metināšanai nepieciešami palīgmateriāli, piemēram, slīpmašīna, dažādas metāla birstes.
Drošības atbilstība
Argonam, tāpat kā jebkurai citai metināšanas metodei, ir stingri jāievēro drošības noteikumi. Tie pārsvarā ir vienkārši, taču to īstenošana ļauj glābt ne tikai veselību, bet arī dzīvību.
Darbs jāorganizē īpašās telpās vai kabīnēs. Ja šos nosacījumus nav iespējams īstenot, vieta argona metināšanas darbiem ir norobežota ar sietiem. Tie ir no saplākšņa izgatavoti paneļi, kas krāsoti ar ugunsdrošu sastāvu, kurā ietilpst arī cinka oksīds, kas absorbē ultravioletos starus. Šāda žoga augstums nedrīkst būt mazāks par 2 m.
Argona metināšanas iekārtas tiek uzstādītas uz līdzenas virsmas atbilstoši tehnoloģiskajiem izmēriem. Metinātāja darba vietai jābūt aprīkotai ar izplūdes un pieplūdes ventilāciju. Izplūdes paneļi ir ļoti efektīvi. Tie ir novietoti horizontāli vai leņķī, lai piesārņotais gaiss no loka tiktu sūknēts uz leju vai prom no metinātāja. Tas novērš kaitīgu vielu iekļūšanu darbinieka elpceļos.
Kas jums jādara, pirms sākat:
- Pārbaudiet un pārliecinieties, vai metinātāja īpašais apģērbs, apavi un aizsarglīdzekļi ir labā stāvoklī, tīri un nav piesūkušies eļļā vai citās uzliesmojošās vielām.
- Uzvelkot kombinezonu, piesprādzējiet visas pogas, piesieniet lentes, sašņorējiet kurpes.
- Jakai un biksēm jābūt nevilktām, kabatām jābūt aizvērtām ar atlokiem, zem galvassegas – matus.
- Pārbaudiet darba vietu, apgaismojumu, pārsegu.
- Noņemiet nevajadzīgās sagataves, nevajadzīgos priekšmetus un uzliesmojošus materiālus.
- Pārbaudiet aprīkojumu.Tam jābūt droši iezemētam, augstsprieguma kontakti ir aizsargāti un aizvērti, un vadu integritāte nav apdraudēta.
- Pārliecinieties, ka darbojas mērīšanas un signalizācijas ierīces un aprīkojuma bloķēšanas ierīces.
- Neuzsāciet darbu, kamēr nav pilnībā novērsti konstatētie trūkumi.

Kā pareizi lietot argona metināšanu soli pa solim instrukcijas
Pirms metināšanas apstrādājamā detaļa rūpīgi jānotīra no netīrumiem, mašīnas eļļas un tauku nosēdumiem. To var izdarīt ar jebkuru šķīdinātāju. Ja metināto detaļu biezums ir lielāks par 4 mm, ir nepieciešama malu griešana, un argona metināšana tiek veikta tikai sadursmē.
Lai iznīcinātu oksīda plēves, savienojumu apstrādā ar metāla sukām. Savienojumu ar sarežģītu ģeometriju notīra ar leņķa slīpmašīnu.
Lai noņemtu mitrumu, sagataves jāuzsilda līdz 150 grādiem. Lai izvairītos no pārdegšanas, zem plāna metāla novieto vara vai tērauda plāksnes, lai noņemtu siltumu.
Piedeva pārvietojas tikai degļa priekšā, gar metināmo šuvi.
Īsu laiku (5-7 sekundes) pirms loka aizdedzināšanas tiek ieslēgta inertās gāzes padeve. Pēc metināšanas pabeigšanas atkal jāgaida tāds pats laiks, pirms izslēdzat gāzi.
Darbību secība darbam ar argona loka metināšanu:
- Ieslēdziet aprīkojumu.
- Pievienojiet zemējuma vadu pie metināšanas galda vai sagataves.
- Atveriet vārstu uz gāzes balona.
- Pietuviniet argona degli metināmajai daļai tā, lai attālums līdz elektrodam būtu 3-5 mm.
- Uzvelciet aizsargmasku un ieslēdziet strāvas padevi.
- Turiet iegūto metināšanas loku pie savienojuma sākotnējās malas, līdz izveidojas izkausēta metāla peļķe.
- Izmantojot apļveida, gludas manipulācijas, panākiet sānu malu izkausēšanu.
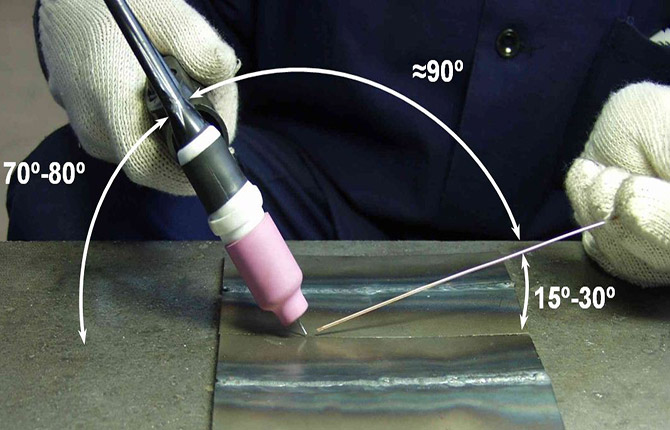
- Saglabājiet 45 grādu leņķi starp degli un virsmu.
- Lēnām un uzmanīgi virziet degli ar adatu uz priekšu, ievadot uzpildes stiepli deglā.
- Metināšanas šuves beigās samaziniet strāvu, lai aizpildītu krāteri.
Argona metināšana ir ienesīga novatoriska produktu atjaunošanas metode. Metināšanas un restaurācijas darbu izmaksas ir ievērojami zemākas nekā jaunas detaļas izgatavošana. Atjaunots produkts var kalpot ļoti ilgu laiku.
Vai esat kādreiz pats izmantojis argona metināšanu? Pastāstiet mums par īpašībām, kas palīdzēs ātrāk apgūt prasmes. Atstājiet savu komentāru, kopīgojiet rakstu sociālajos tīklos, pievienojiet to grāmatzīmēm.




Kā gatavot ar argona metināšanu ārā vējainā laikā?
Jūs nevarēsiet metināt kā darbnīcā — vējš aizpūš aizsarggāzi un atstāj metināšanas baseinu atvērtu ārējai ietekmei. Aizsargājiet metināšanas vietu ar dzelzs loksni. Ja pie rokas nav nekā piemērota, nobloķējiet vēju ar sevi, stāvot tajā pusē, no kuras tas pūš.
Ko darīt, ja metinātajā baseinā ir daudz burbuļu?
Noregulējiet argona padevi reduktoram. Gāzes ir par maz (no metāla izplūst ogleklis), vai arī pārāk daudz.
Kā pareizi uzasināt volframa elektrodu?
Asiniet stieni uz rotējoša dimanta riteņa. Tas kalpos ilgāk nekā parasta slīpmašīna. Novietojiet elektrodu ar galu pret sevi rotējošā apļa galā. Sasniedziet 20-30 grādu asināšanas leņķi. Metināšanai ar strāvu 200-300 A ir nepieciešama 60 grādu asināšana.Ērtāk ir metināt plānu metālu 1-1,5 mm ar galu, piemēram, adatu - asināšanas leņķis ir aptuveni 10 grādi.